

At JCSPORTLINE, we work closely with a wide range of customers. This includes professional racing teams who need the strongest and lightest carbon fiber parts to win on the track. It also includes car modification shops that want their customers’ vehicles to look great and perform better with high-quality, flawless carbon fiber accessories.
We also serve original equipment manufacturers (OEMs) who require reliable, consistent, and large-scale production to meet their strict standards. In addition, we support new energy vehicle brands focusing on lightweight solutions to improve efficiency and range. Lastly, we help small startup companies and boutique brands that need custom, small-batch carbon fiber parts tailored to their unique designs and special projects.
No matter the customer type, JCSPORTLINE understands their specific goals and challenges. We offer flexible production options, precise quality control, and customized solutions to meet each client’s needs, from top-tier performance to cost-effective manufacturing.
Carbon fiber is a popular material across many industries—racing, aerospace, and high-performance vehicles—because it combines strength, light weight, and excellent performance.However, various defects, including white spots and bubbles, can affect both the appearance and performance of carbon fiber parts. Many of these issues are caused by manufacturing defects, which can significantly impact the structural integrity, appearance, and service life of carbon fiber components. Carbon fiber defects—especially white spots and surface bubbles—can ruin both the appearance and durability of a part. At JCSPORTLINE, we’ve spent over 20 years perfecting our processes to eliminate these issues and deliver flawless, long-lasting carbon fiber parts.

 Our inspection doesn’t rely on just the human eye:
· Polarized Light + Microscopes: Detect micro-defects like bubbles or pinholes, including those related to the arrangement and bonding of carbon atoms.
· Gloss and Abrasion Testing: Confirm surface strength and visual quality, assessing key physical properties of the part.
· X-ray Inspection: X-ray techniques are used to detect internal defects that are not visible to the naked eye, such as porosity, delamination, and microcracks.
· Batch Traceability: Every part is tracked to its raw material source and production run. Process traceability also includes monitoring the use of vacuum bag and vacuum infusion process steps during manufacturing.
Inspection ensures the original structure and physical properties of the part are maintained, down to the arrangement of carbon atoms.
Our inspection doesn’t rely on just the human eye:
· Polarized Light + Microscopes: Detect micro-defects like bubbles or pinholes, including those related to the arrangement and bonding of carbon atoms.
· Gloss and Abrasion Testing: Confirm surface strength and visual quality, assessing key physical properties of the part.
· X-ray Inspection: X-ray techniques are used to detect internal defects that are not visible to the naked eye, such as porosity, delamination, and microcracks.
· Batch Traceability: Every part is tracked to its raw material source and production run. Process traceability also includes monitoring the use of vacuum bag and vacuum infusion process steps during manufacturing.
Inspection ensures the original structure and physical properties of the part are maintained, down to the arrangement of carbon atoms.

 Want Flawless Carbon Fiber Parts?
If your carbon fiber products have white spots, bubbles, or poor finishes, we can help. Contact JCSPORTLINE today. Let’s build something better—together.
Want Flawless Carbon Fiber Parts?
If your carbon fiber products have white spots, bubbles, or poor finishes, we can help. Contact JCSPORTLINE today. Let’s build something better—together.
Why Surface Quality in Carbon Fiber Matters
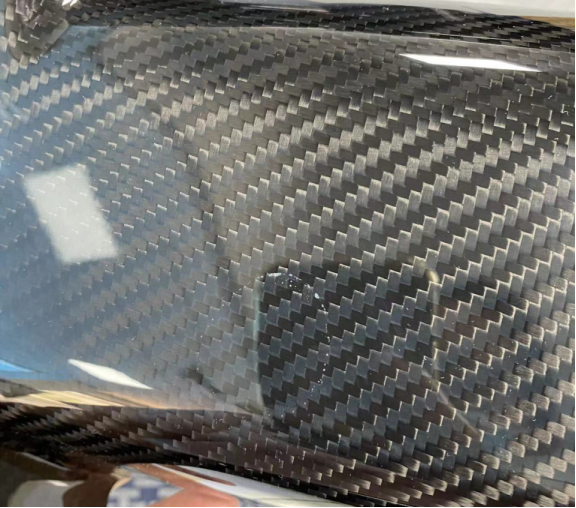
Carbon fiber isn’t just about strength—it’s about aesthetics too. Automotive carbon fiber parts like hoods, spoilers, and mirror covers are expected to have a deep, glossy finish. White spots in carbon fiber or bubbles on the surface don’t just look bad—they make customers question the quality and reliability of the part. Surface roughness can influence both the visual appeal and the mechanical performance of carbon fiber parts by affecting surface smoothness, void formation, and fiber-matrix adhesion. Surface defects also often indicate internal problems such as trapped air, poor resin distribution, or weak curing, which can lead to early failure or repairs. There are several defect types in carbon fiber, each with unique causes and effects on structural integrity and performance. Surface energy also plays a role in determining how well the resin bonds to the fibers, affecting the final finish. That’s why preventing these defects is critical not only for visual appeal but also for maintaining brand trust and product longevity. Defects not only affect appearance but can also alter the material properties of the finished part.What Causes White Spots and Bubbles in Carbon Fiber?
Several factors—including material properties, process parameters, and manufacturing techniques—contribute to the formation of white spots and bubbles in carbon fiber panels: • Raw Material Issues: Some carbon fiber batches react poorly during the curing process, causing resin separation or air entrapment. A considerable number of defects can arise from inconsistent material quality. The choice of material system can also influence the types and detectability of defects. • Improper Spraying Technique: Inaccurate clear coat mixing or uneven spraying can introduce bubbles. If the flow front of the resin is not managed correctly, it can trap air and increase the likelihood of voids. • Weak Quality Control: Relying only on visual inspection can miss micro-defects that evolve into visible surface flaws. Temperature change during curing can also influence defect formation. • Small voids and larger pores can form during the manufacturing process, affecting both the appearance and mechanical strength of the composite. Voids can create stress concentration points, weakening the composite under load. • High void content can result from improper resin flow or air entrapment, significantly impacting the quality and performance of the final product. These defects can compromise composite structures and lead to various failure modes, such as delamination or cracking.
Characterizing Defects in Composite Materials
Characterizing defects in composite materials is a critical step in ensuring the reliability and performance of carbon fiber products. Composite materials, which combine carbon fibers with epoxy resin, are engineered for exceptional strength, lightweight construction, and durability. However, the manufacturing process can introduce various defects that may compromise the mechanical properties and structural integrity of the final product. Common defects in composite materials include voids, delaminations, fiber misalignment, and areas with improper resin distribution. Voids—small pockets of trapped air or gas—can form during resin infusion or curing, reducing the load-bearing capacity of the composite structure. Delaminations, or separations between layers, often result from inadequate bonding or excessive stress during processing, leading to weak spots that can propagate under load. Fiber misalignment and uneven fiber distribution can disrupt the intended fiber direction, diminishing the composite’s ability to withstand stress and reducing its overall strength. These defects can significantly impact the mechanical properties of the finished part, such as tensile strength, compressive strength, and fracture toughness. Even minor imperfections in the arrangement of fibers or the flow of resin can create stress concentrations, increasing the risk of composite failure under operational loads. To ensure high-quality carbon fiber products, advanced detection methods are employed to characterize and locate defects. Techniques such as ultrasonic testing, x-ray inspection, and computed tomography (CT) scans allow manufacturers to identify internal flaws that are invisible to the naked eye. By thoroughly characterizing defects at every stage of the manufacturing process, it is possible to maintain the original structure and optimize the performance of composite materials, ensuring that each part meets stringent industry standards for safety and durability.Internal Defects and Their Impact
Internal defects in carbon fiber reinforced composite materials can have a profound effect on both their mechanical properties and overall structural integrity. Unlike surface flaws, these internal issues are often hidden from view but can significantly compromise the performance and service life of carbon fiber products. One of the most prevalent internal defects is porosity—small voids or air bubbles trapped within the composite material. Porosity typically arises during the manufacturing process, especially in the vacuum infusion process, when air becomes trapped or gases are released during resin curing. The presence of these small voids can reduce the fiber volume fraction, leading to weak spots that diminish the tensile strength, compressive strength, and fracture toughness of the composite structure. Even a modest amount of trapped air can lower the interfacial shear strength between fibers and resin, making the material more susceptible to damage under load. Other common internal defects include fiber misalignment, resin-rich areas, and delaminations between adjacent plies. Fiber misalignment disrupts the intended fiber direction, reducing the ability of the composite to bear loads efficiently and increasing the risk of local buckling or composite failure. Resin-rich zones, where excess resin accumulates, can create areas with lower mechanical properties and act as initiation points for cracks. Delaminations—separations between layers—can severely undermine the structural integrity of the composite, leading to premature failure under stress. Several factors contribute to the formation of internal defects, including improper resin flow, suboptimal curing conditions, and variations in fiber volume fraction. For example, if the resin does not adequately penetrate the fiber layers during the vacuum infusion process, small voids or air bubbles may remain trapped inside the composite. Similarly, high fiber volume fractions can make it difficult for resin to fill all the spaces between fibers, increasing the likelihood of porosity. Detecting these internal defects is essential for ensuring the reliability of carbon fiber reinforced products. Advanced inspection techniques such as computed tomography (CT) scans, x-ray imaging, and ultrasonic testing allow manufacturers to identify internal flaws like porosity, fiber misalignment, and delaminations that are invisible to the naked eye. These detection methods are critical for maintaining high standards of quality and for taking corrective action before parts are put into service. To minimize the occurrence of internal defects, manufacturers must optimize every stage of the manufacturing process—from material selection and fiber layup to resin flow and curing protocols. Using high-quality fibers and resin, maintaining precise control over process parameters, and implementing rigorous quality control measures all contribute to producing composite materials with superior mechanical properties and fewer internal defects. In summary, internal defects such as porosity, air bubbles, fiber misalignment, and delaminations can significantly reduce the performance and durability of carbon fiber composite materials. By understanding the causes and impacts of these defects, and by leveraging advanced detection and manufacturing techniques, it is possible to produce carbon fiber products with enhanced structural integrity and long-term reliability.A Real Case: How JCSPORTLINE Helped a European Client Recover
One of our European clients faced a crisis: over 10% of their carbon fiber hoods had white spots and bubbles. Customer complaints surged, returns increased, and orders dropped. After partnering with JCSPORTLINE, we helped redesign their manufacturing and inspection process. To address the defects, many methods and different techniques were employed, including adjustments in processing steps and quality control measures. Within months, complaint rates dropped to nearly zero, and customer satisfaction rebounded. Today, that client continues to place repeat orders, thanks to consistent quality and flawless surface finishes. The quality and customer satisfaction were significantly enhanced as a result.JCSPORTLINE Proven Solutions for Carbon Fiber Defects
1. Optimized Layup Design
· We stagger fabric layers to avoid fiber stacking, ensuring even resin flow. Different fiber orientations can influence the likelihood of certain defects, such as delamination or surface irregularities, and directly affect the quality of the finished part. · Careful control of fiber direction and alignment between adjacent plies helps prevent fiber misalignment and fiber waviness. · We carefully control resin-to-fiber ratio to prevent pooling or dryness. · Improper layup can lead to residual thermal stresses and issues with thermal expansion, increasing the risk of local buckling. · Venting channels between layers allow air to escape during vacuum curing, preventing bubbles.
2. Controlled Rest Time After Layup
· After layering, we rest parts 4–6 hours to release trapped air. Temperature changes during this rest period can influence the formation of micro scale and meso scale defects within the composite. · Environmental controls (22–24°C, humidity < 60%) prevent moisture and premature curing. Temperature effects and heat flow during curing are carefully managed to minimize defect formation. · This step is critical—skipping it increases the risk of white spots and pinholes.
3. Precise Spraying and Curing
· We use high-quality imported clear coats mixed precisely. · Spraying occurs in filtered booths to prevent contamination. · Baking is done at low temperature for long duration to ensure bubble-free, glossy finish. Baking at high temperatures must be carefully controlled to avoid introducing new defects such as porosity or structural changes. Surface treatments, such as introducing polar functional groups or using chemical grafting, can improve interfacial shear strength and shear strength by enhancing fiber-matrix adhesion and increasing resistance to shear stress. After curing, machining processes like cutting or milling require careful control of cutting speed to minimize surface defects such as delamination and fiber pullout, ensuring a high-quality machined surface. Optimizing these parameters helps improve fracture toughness, strain energy release rate, and energy release rate, thereby enhancing the durability of the finished part.
Our inspection doesn’t rely on just the human eye:
· Polarized Light + Microscopes: Detect micro-defects like bubbles or pinholes, including those related to the arrangement and bonding of carbon atoms.
· Gloss and Abrasion Testing: Confirm surface strength and visual quality, assessing key physical properties of the part.
· X-ray Inspection: X-ray techniques are used to detect internal defects that are not visible to the naked eye, such as porosity, delamination, and microcracks.
· Batch Traceability: Every part is tracked to its raw material source and production run. Process traceability also includes monitoring the use of vacuum bag and vacuum infusion process steps during manufacturing.
Inspection ensures the original structure and physical properties of the part are maintained, down to the arrangement of carbon atoms.
4. Smart Inspection System
Wet Carbon Fiber vs. Dry Carbon Fiber: What’s Better?
Choosing between wet carbon fiber and dry carbon fiber is a crucial decision that depends on your specific application, the manufacturing process, and the desired mechanical properties of your final product. Wet carbon fiber involves applying epoxy resin manually during the layup process. It’s commonly used in aftermarket or custom projects because of its lower production cost and flexibility. However, it’s more prone to issues like bubbles, white spots, and uneven surfaces if the process isn’t carefully controlled. Resin ratios can also vary, which may lead to inconsistent mechanical performance and lower fiber volume fraction. What causes white spots in wet carbon fiber? White spots are one of the most common surface flaws found in wet carbon products. These typically appear when air is trapped between layers of fabric during the hand layup process. Without vacuum assistance, it’s difficult to eliminate all the air between layers, especially around complex shapes or edges. These trapped bubbles can later show up as white or cloudy spots after curing — a result of uneven light refraction where resin and fabric didn’t bond smoothly. Inconsistent resin saturation is another reason. When the resin is not applied evenly, some areas may be oversaturated while others are too dry. During curing, this imbalance can cause light-colored blotches or visible inconsistencies that degrade both the appearance and perceived quality of the part. Poor curing conditions — such as low ambient temperature or unstable humidity — also increase the chance of surface defects like white haze or pinholes. These issues not only affect aesthetics, but in some cases may hint at structural weakness due to poor bonding or air inclusion inside the laminate. In contrast, dry carbon fiber (prepreg) uses fabric pre-impregnated with resin and cured in a vacuum oven. This method allows for precise control of resin content and fiber alignment. The result is a part that’s:- Lighter and stronger
- Free of surface bubbles and pinholes
- More dimensionally stable over time
- Visually flawless with high gloss and clean weave
Behind the Scenes: Environmental Control
We maintain strict factory conditions to prevent carbon fiber surface defects: · Constant temp and humidity control Controlling temperature effects is essential for preventing defects, as temperature changes and heat flow during processing can impact gas evolution, bond breaking, and impurity removal in carbon fibers. · Proper resin and clear coat storage · Regular staff training in spraying and resin handling These details ensure our carbon fiber finishes are always smooth, glossy, and defect-free. Macro scale quality control measures help ensure consistent results across all production batches.Repair Methods for Surface Defects in Carbon Fiber Parts
Even with top-tier manufacturing, carbon fiber parts can sometimes develop white spots, bubbles, or other surface finish defects, especially during handling, transport, or exposure to environmental factors. Fortunately, there are proven techniques to repair these defects and restore both the appearance and durability of the product.- Surface Sanding and Clear Coat Refinishing: For minor white spots or shallow bubbles, careful sanding and polishing of the top clear coat layer can significantly reduce their visibility. This is followed by reapplying a high-quality clear coat to restore the glossy, uniform finish. This method is ideal for parts with cosmetic defects that don't affect structure.
- Resin Spot Injection: When bubbles or voids are caused by trapped air beneath the surface, technicians may use spot resin injection to fill micro-cavities. This ensures both a smooth finish and better long-term protection from moisture and UV exposure.
- Localized Patch Repair: In more visible or larger surface defect areas, applying a thin patch of pre-cured carbon fiber fabric with resin can repair the surface while maintaining consistency in weave and texture. This technique works well for aesthetic restoration on visible panels like hoods, spoilers, or mirror caps.
Frequently Asked Questions
What causes bubbles in carbon fiber parts? Trapped air, poor resin ratios, or fast curing during spraying or molding. Can white spots be repaired? Usually only with time-consuming sanding and repainting—best to prevent them in the first place. Is dry carbon fiber better than wet carbon fiber? Yes—dry carbon offers more consistency, better surface finish, lighter weight, and typically achieves higher tensile strength and compressive strength. What’s the risk of using low-end suppliers? Unstable quality, higher return rates, and surface issues like bubbles and discoloration. What’s JCSPORTLINE’s MOQ for OEM orders? We offer flexible MOQs and custom solutions depending on your business needs.Production Partnership Options
|
Option |
Description |
Picture |
|
Optimize In-House |
Invest time and resources to refine your internal carbon fiber processes | 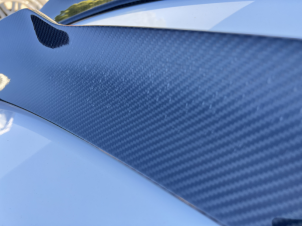 |
| Work with JCSPORTLINE | Leverage our 20+ years of experience to quickly eliminate quality issues and boost your brand reputation | 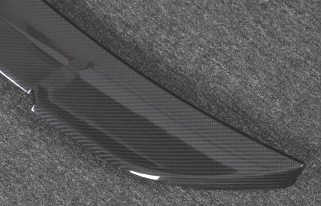 |
Why Choose JCSPORTLINE?
· Fewer customer complaints · Better-looking carbon fiber products · Long-lasting surface quality · Shorter lead times · Full OEM/ODM support · Expertise in advanced applications of carbon fiber, including integration into sensors, robotics, and biomedical devices, showcasing our innovative and high-tech solutions
Want Flawless Carbon Fiber Parts?
If your carbon fiber products have white spots, bubbles, or poor finishes, we can help. Contact JCSPORTLINE today. Let’s build something better—together. 
