“Zero defects, no extra charge for R&D.” We hear this from clients who have already signed with a supplier that made exactly that promise. They come back six months later with production failures they cannot explain and a vendor relationship they cannot exit cleanly.
The promise sounded like a competitive advantage. It was a liability transfer — from the supplier’s margin to the buyer’s project timeline, brand commitments, and downstream customer relationships.
Carbon Fiber Grades do not determine delivered quality. The laminate schedule, the tooling investment, the inspection criteria, and the supplier’s willingness to tell you what their process cannot do — those determine quality. The equation governing cost vs quality in carbon fiber is not complicated: unrealistic quality commitments plus compressed budgets produces project failure, reliably and predictably. Every time.
This is written for sourcing managers evaluating composite suppliers for the first time, OEM program managers locked into delivery commitments with their own customers, product developers specifying carbon fiber quality standards for a new application, and composite engineers who need to bring a manufacturing partner into alignment with a real structural or cosmetic standard. Each of these readers has a different stake in the same problem: the gap between what a supplier promises before contract and what gets delivered at volume.
Why “Zero Defect” Promises in Carbon Fiber Almost Always Fail
The Manual Reality Behind Carbon Fiber Manufacturing
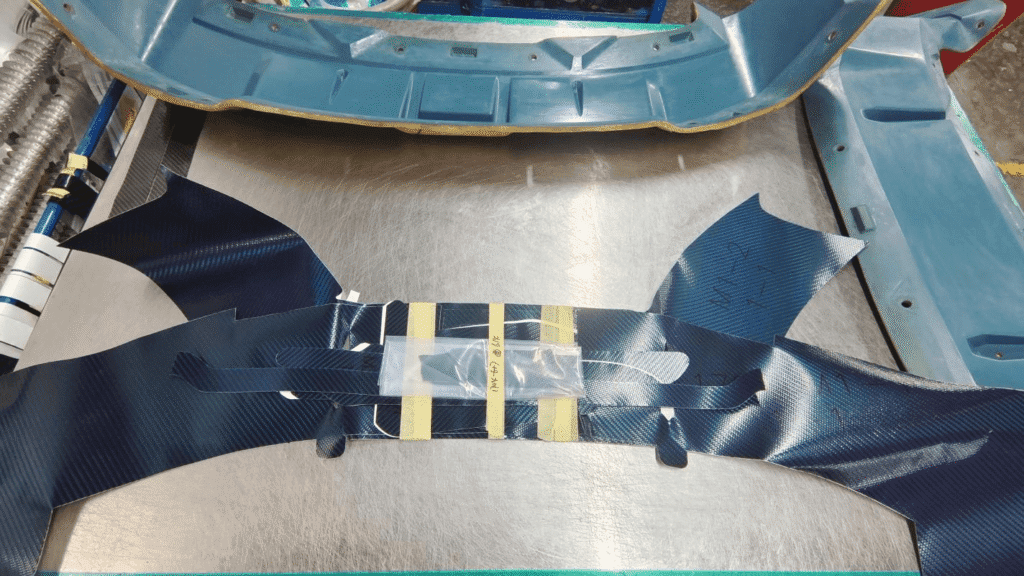
Carbon fiber parts are built by hand. Prepreg fabric is cut, positioned layer by layer into a mold, vacuum-bagged, and cured under heat and controlled pressure. This applies whether the process is autoclave, press molding, or vacuum infusion. A senior technician building a single prototype part has different error rates than a rotating shift team producing 500 units per month.
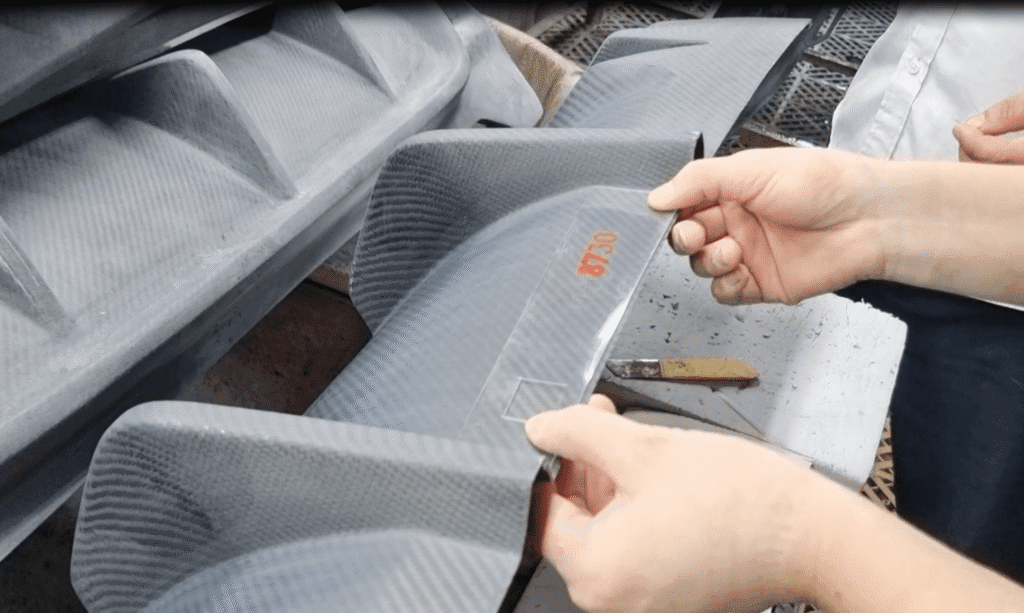
That manual dependency produces a specific and predictable category of variation. In forged carbon weave, resin-rich zones at complex surface transitions will show minor white-point inclusions. In woven prepreg, fiber orientation deviates slightly at tight radii. Hand-trimmed cut edges carry tolerances that CNC-machined aluminum does not. These are not quality failures caused by inattentive workers. They are physical consequences of the process, present on a spectrum from clearly acceptable to clearly rejectable — and the line between those two categories must be defined before production, not argued at final inspection.
When a supplier promises zero defects on a hand-laminated composite part, one of two things is true: the standard has not been defined, or the standard will not be honored. Neither protects the buyer.

The Hidden Cost of Accepting an Unrealistic Quote
The cost of poor quality (CoPQ) in composites does not appear in the unit price line of a purchase order. It appears in rework labor on cured parts that cannot be easily repaired, in scrapped batches, in air-freight charges for emergency replacement shipments, and in the downstream warranty and brand consequences when a product fails in the field.
The carbon fiber prototype to mass production quality gap is where most of this cost materializes. A prototype passes sample approval because it was built by a senior technician working carefully on a single piece, in a controlled environment. Mass production is a different system entirely: rotating operators, lot-to-lot variation in prepreg tack and resin viscosity, mold surfaces accumulating microscopic contamination across hundreds of cure cycles. The laminate schedule and process parameters that produced the approved sample must be formally locked and verified before volume production begins. Suppliers who skip that step — because it costs engineering time that wasn’t budgeted in the quote — deliver mass production parts that look like a different product.
Accepting a quote that absorbs none of this engineering cost is not a negotiation win. It is an acceptance of risk that will price itself into the project later, at a much higher unit rate.
How to Define Carbon Fiber Quality Standards Before Production Starts
Start With Application Requirements, Not Grade Labels
Carbon Fiber Design Guidelines are application-specific. A sourcing manager specifying “aerospace-grade carbon fiber” for a consumer UAV enclosure has named a material category, not a quality standard. The standard required for an automotive exterior panel at Class A surface quality is fundamentally different from what a UAV structural frame requires.
For an automotive panel — as defined in a real program JC Sportline has evaluated — the external surface must be forged carbon matte finish, internal surface plain carbon matte, 2mm nominal wall thickness, with assembly gap to adjacent body panels no greater than 1mm at closure. That is a specific, measurable set of criteria. It determines the laminate schedule, the tooling approach, and the inspection method before a single material is purchased.
A UAV structural frame prioritizes fiber volume fraction, void content below 2%, and interlaminar shear strength at operating temperature. A medical device housing requires full material traceability documentation per unit and a contractual inspection record that survives regulatory audit. A marine composite component needs validated UV and salt spray resistance across a defined exposure period.
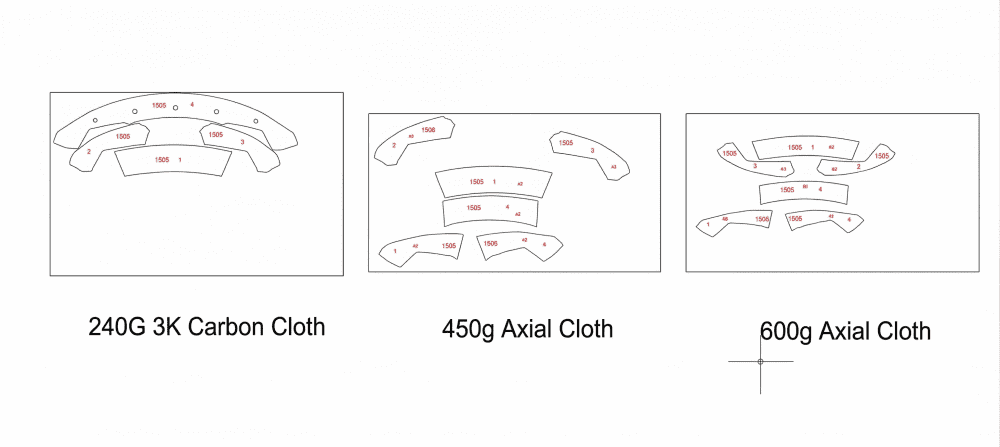
How many layers of carbon fiber do I need for my project is the right starting question. The laminate schedule — fiber weights, orientations, core materials, number of plies — flows from the mechanical and cosmetic requirements. Carbon fiber laminate design for structural applications is a design-phase decision. By the time production tooling is cut, it is too late to redesign the stack.
Why a 7–10 Day Engineering Evaluation Is Not Optional
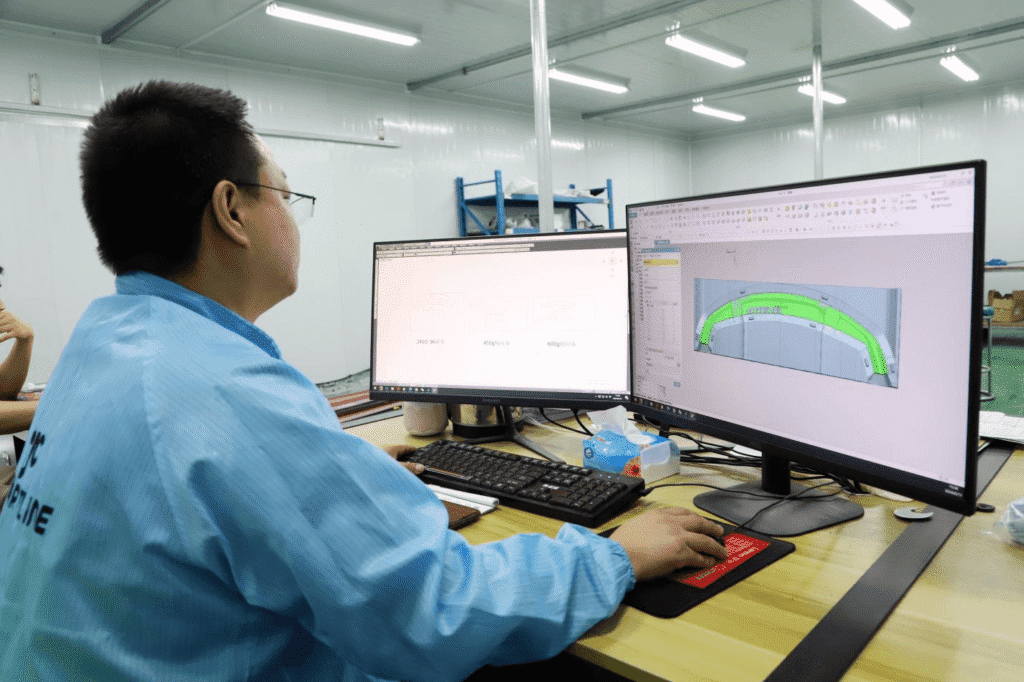
A project-specific specifications document for a complex carbon fiber assembly cannot be produced accurately in one day. The BOM for a multi-component automotive roof system — outer panel in forged carbon matte (0.3mm prepreg, 45% resin content), structural plies in 12K twill at FAW600 g/m², inner reinforcement in unidirectional prepreg at FAW100 — involves material selection decisions that affect cure cycle parameters, mold design, and surface quality simultaneously. Getting that BOM wrong at the quotation stage means the price is wrong, the mold is wrong, and the process is wrong.
At JC Sportline, the engineering evaluation for a complex new program runs 7 to 10 working days, conducted by dedicated R&D engineers at our 1,400 m² engineering center in Shenzhen. It produces a technical feasibility report covering material selection rationale, laminate schedule, tooling strategy, process capability assessment, and line-item cost breakdown. Our carbon fiber engineering evaluation process exists specifically to replace estimation with calculation.
A supplier who returns a complete quote on a new complex program in 24 hours has not evaluated the program. The number they gave you is a placeholder. The gap between that placeholder and the actual cost of production is where projects lose budget control.
The Real Cost of Jigging, Fixtures, and Testing — And Why You Shouldn’t Skip Them
What Jigging and Fixtures Actually Control
The hidden costs of carbon fiber jigging and fixtures are the line items most commonly challenged by buyers who have not sourced composite tooling before. The logic used to challenge them — “other suppliers don’t charge for this” — is correct, and it is a red flag. Suppliers who absorb fixture costs into unit price are either planning to amortize them invisibly across the run, or they are not building the fixtures at all. The second scenario is more common.
Without a bonding fixture, the adhesive assembly of an inner structural panel to an outer shell depends entirely on the operator’s eye and judgment of alignment. At 500 units per month, that means 500 independent human alignment decisions per month, with no mechanical reference to enforce the gap specification. The ≤1mm door-to-body gap requirement from a real automotive roof assembly JC Sportline has evaluated is not achievable without a checking fixture that verifies every single unit.
The tooling documentation for a multi-component automotive roof assembly covers a 2100×1500×420mm dual-face main body mold, separate outer and inner door panel molds at 1900mm scale, and a bracket mold at 1400×300×200mm — each with defined daily production capacity. This is infrastructure, not overhead.
Testing Isn’t Optional — It’s Where Specifications Get Validated Against Reality
Testing and ASTM Standards for Carbon Fiber mark the point where a laminate design either holds or fails under actual field conditions. For carbon fiber intake manifold applications, the structural requirement is explicit: parts must survive 7 bar static pressure at 120°C with zero air leakage and zero structural damage, plus 20 bar burst pressure at the same thermal condition — drawn directly from customer engineering drawings with explicit pass/fail criteria.
The test protocol involves preheating the sealed part to 120°C in a controlled oven, transferring immediately to an explosion-proof chamber, and pressurizing to 0.7 MPa (7 bar). The 2.6mm laminate schedule — derived from the engineering evaluation — passed. The process parameters that produced that laminate are now locked as the production standard. Every subsequent production run is manufactured to those same parameters, not re-evaluated from scratch.
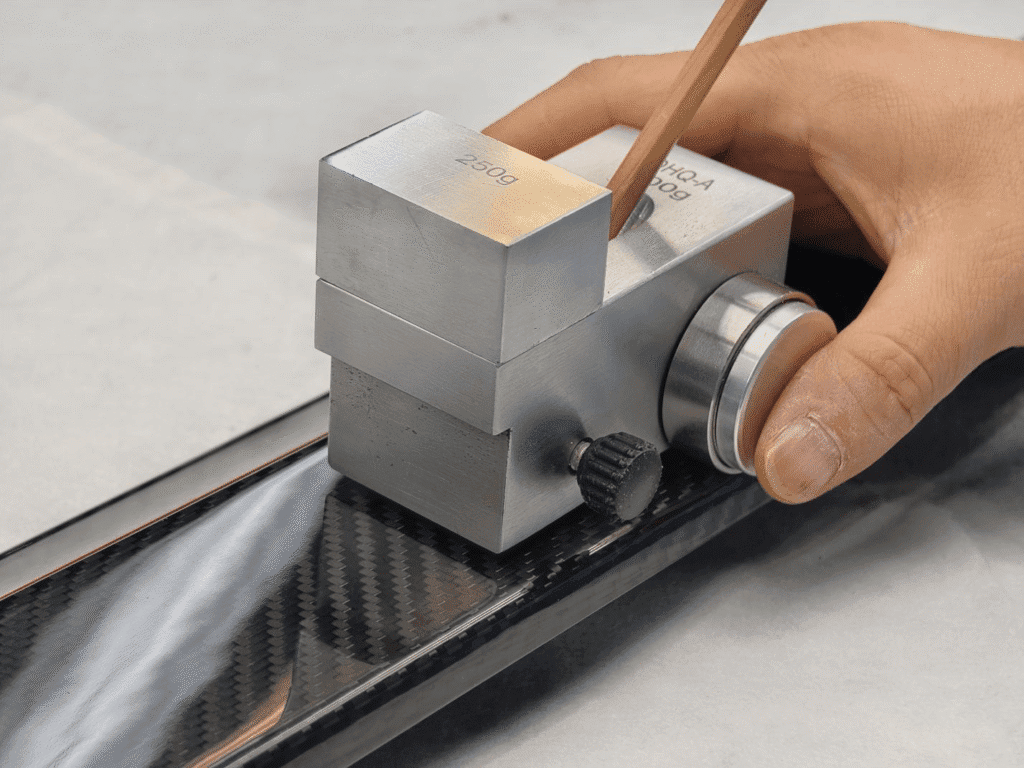
For structural applications such as carbon fiber front cross-beam replacements, finite element analysis validates the laminate design against load cases before any tooling is committed. Our carbon fiber test equipment supports both mechanical and surface quality validation across all production applications.
What “Quantified Quality Standards” Actually Look Like in Production
From “Good Appearance” to Contractual Inspection Criteria
“Good appearance” in a purchase order is not a quality standard. It is the source of every post-delivery dispute about surface quality. Carbon fiber quality standards are enforceable only when each cosmetic and dimensional characteristic is expressed as a specific, measurable, binary criterion. Carbon fiber inspection documents at JC Sportline define these before the first production unit is built, and they are issued simultaneously to the production line and the customer.
For surface quality, carbon fiber white spot defect acceptance criteria are expressed as: maximum diameter per inclusion, maximum count per defined surface area, and minimum exclusion zone from functional edges and assembly interfaces. For fiber orientation, a maximum angular deviation from nominal is specified per zone. For exterior automotive applications, a 2,000-hour yellowing resistance benchmark is defined as a material and coating requirement, not a production preference.
Visual inspection standards for automotive carbon fiber at Class A require a defined inspection setup: standardized lighting angle and intensity, fixed viewing distance, and comparison against a physical boundary sample — not against the inspector’s recollection of the previous batch. When the inspection criteria are written, the inspection is a verification. When they are not written, the inspection is a negotiation, and the outcome depends on who is more persuasive on the day.

How MES and 100% In-Process Inspection Enforce the Standards
A quality system that only inspects at final stage is not a quality system. It is a sorting system. The cost of rejection at the finished-part stage in carbon fiber — where a cured and coated part has absorbed material cost, tooling wear, operator time across eight production stations, and coating materials — is orders of magnitude higher than the cost of catching the process deviation at the forming stage where it originates.
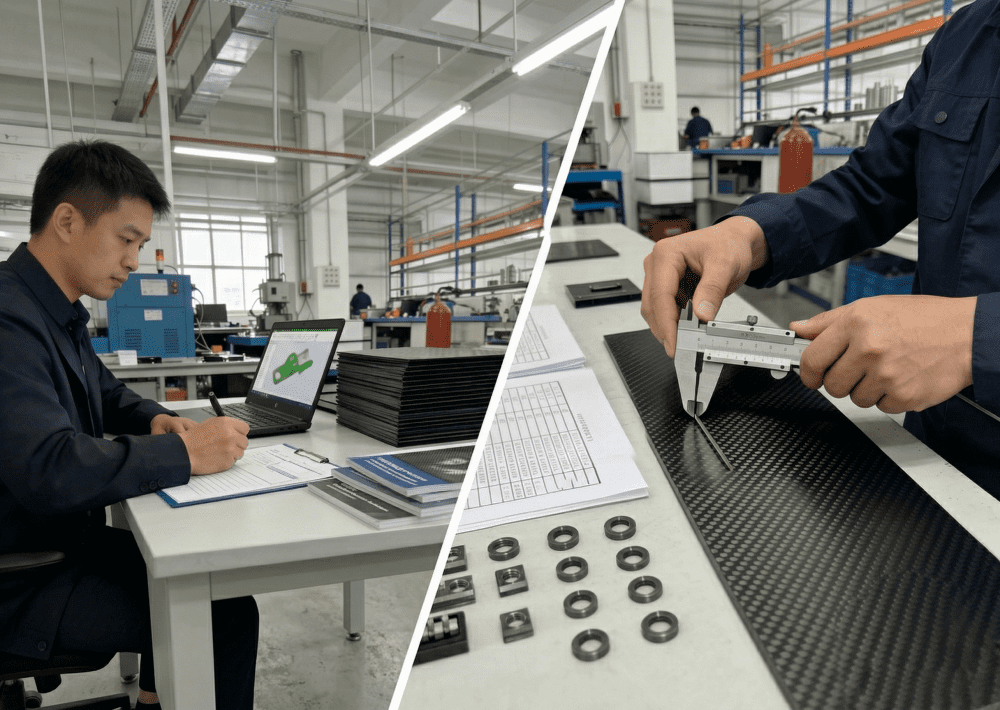
At JC Sportline, 100% in-process inspection is applied at every critical station: forming (temperature, time, pressure logged per cure cycle), hand trimming (dimensional check per unit), bonding (adhesive ratio and bake cycle verified per batch), surface preparation, coating (paint ratio and bake temperature per run), and packaging. These are not spot checks. They are 100% verification gates, with results logged against each part or batch in the MES system.
The SOP that governs each station is a scanned digital record that travels with each production unit through the process, creating a traceable chain from incoming material inspection through outgoing shipment check. When a non-conformance occurs, the MES record identifies exactly which process parameters were in place at the time of production — making root cause analysis factual rather than speculative.
The carbon fiber overlay process — the lamination sequence that determines fiber orientation, ply count, and resin system — is where structural and cosmetic performance is either built in or compromised. Process discipline at this stage determines whether any downstream inspection step finds anything to flag.
How to Evaluate a Carbon Fiber Supplier’s Quality Claims Before You Sign
Three Questions That Reveal Whether a Supplier’s Quality Promise Is Real
Carbon fiber supplier evaluation is not a factory audit checklist. Certificates can be purchased, showroom molds can be borrowed, and sample parts can be built to a standard the factory has no intention of maintaining in production. The most diagnostic information about a supplier comes from their behavior in the pre-contract conversation — specifically, what they volunteer before you ask.
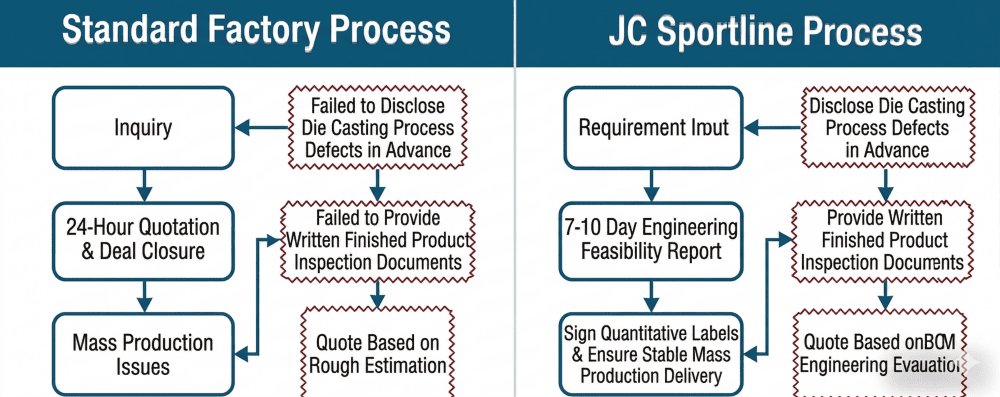
| Evaluation Question | What a Reliable Answer Looks Like | What to Walk Away From |
| Do you proactively disclose process limitations before contract? | Specific phenomena described with photos or limit samples, before the PO is discussed | “We guarantee zero defects” with no supporting documentation |
| Can you provide a written Finished Product Inspection Document? | Quantified pass/fail criteria per characteristic, issued to client and production line before first shot | “Our QC team handles it” or verbal quality descriptions |
| Is your quote based on BOM engineering or rough estimation? | 7–10 day evaluation with BOM line items, laminate schedule, and tooling list | Complete quote returned in under 48 hours for a complex assembly |
A supplier who answers all three questions satisfactorily in the pre-contract phase is telling you something specific: their business model is built on repeat orders from projects that succeed, not on securing deposits from projects that fail.
The Supplier Who Says “No” Before Signing Is the One You Want
Unrealistic carbon fiber quality promises supplier risk is highest at the low-price end of the market. A factory competing on unit price needs to close quickly, which means minimizing the pre-sale engineering investment. The quote comes back in 24 hours, the standard is described verbally, and the delivery commitment is made without a process capability study to back it.
How to evaluate carbon fiber manufacturer quality requires looking past the sample and the certificate. The key behavioral indicator is this: does the supplier’s pre-contract process look like a risk disclosure or a sales pitch? A supplier who shows you photographic boundary samples of the white-point inclusions typical in forged carbon weave, who explains the dimensional tolerance that hand trimming carries, who recommends adjusting your cosmetic specification because the current target is not achievable within your budget — that supplier is managing your project risk before you commit.
JC Sportline’s position is not subtle: we would rather recommend a client adjust their quality target or increase their tooling budget during the feasibility evaluation than quote a program we cannot deliver. That is why our on-time delivery rate is 98% across a global customer base. The programs we decline at the evaluation stage are not failures. They are the mechanism that keeps the programs we accept on track.
Mold material and grinding equipment selection — which directly determines edge quality, dimensional repeatability, and surface consistency at scale — is part of the engineering recommendation we make during feasibility, not an afterthought. The choice between metallic and non-metallic molds for complex geometries belongs in the scoping conversation. Carbon fiber grinding machine types and their suitability by part geometry and production volume are engineering decisions with direct quality consequences.
Conclusion
Carbon fiber quality standards are not negotiated at delivery. They are defined at project scoping, validated through engineering evaluation, locked into tooling and process controls, and documented in inspection criteria that both parties hold before production begins. The carbon fiber grades specified in a purchase order are the starting point of a technical decision chain — not the endpoint.
The cost vs quality in carbon fiber equation has no shortcut that buyers have not already discovered through failed programs. Skipping the engineering evaluation, waiving fixture investment, or accepting verbal quality descriptions in exchange for a faster start and a lower quoted price does not reduce project cost. It delays the cost and concentrates it at the worst possible moment — when parts are in production, delivery commitments are live, and the supplier has already been paid.
Before signing any carbon fiber supply agreement, ask for three documents: the engineering feasibility report for your specific application, the written finished product inspection criteria with quantified acceptance thresholds per characteristic, and the tooling list with mold and fixture line items broken out. If any of those three do not exist, the risk that belongs in the supplier’s price is sitting in your project.
Contact JC Sportline to request a technical feasibility evaluation for your application.
Frequently Asked Questions
Q1: What’s the practical difference between carbon fiber grades for most industrial applications — and does it actually matter to the final part quality?
Fiber grade — standard modulus, intermediate modulus, high modulus — describes the fiber’s tensile properties. For most automotive exterior, drone, sports equipment, and consumer electronics applications, standard modulus fiber in a properly designed laminate is structurally sufficient. The decisions that actually determine part quality are the laminate schedule (ply count, orientation, fiber weight), the resin system and cure parameters, and the surface finishing process. A supplier who leads with grade labels before asking about your load cases and cosmetic requirements has not yet had the engineering conversation.
Q2: What’s the practical difference between carbon fiber grades for most industrial applications — and does it actually matter to the final part quality?
Q2: Why does the feasibility report take 7–10 days? Can’t an experienced supplier estimate faster?
Q2: Why does the feasibility report take 7–10 days? Can’t an experienced supplier estimate faster?
An estimate can be done in hours. An engineering evaluation cannot. The BOM for a complex carbon fiber assembly — specifying material grades, fiber weights, resin content percentages, auxiliary consumables, laminate sequence, and tooling requirements — requires iterative decisions across material selection, structural analysis, and process planning. Each decision affects the others. A BOM produced in one day is not an evaluation; it is a guess with a cost attached. The cost of a wrong guess materializes in production, not in the quotation stage.
Q3: Our current supplier passes visual inspection on samples but our production batches are inconsistent. What’s causing this?
Almost certainly: the laminate schedule and process parameters that produced the approved sample were not formally locked as production standards. Without a documented cure profile (temperature ramp, dwell time, pressure), a fixed prepreg lot specification, and station-by-station process records, each production batch is a re-execution of the same hand process by different operators under different conditions. The variation is not random — it is structurally built into an undocumented process.
Q4: What exactly should be in a written Finished Product Inspection Document?
Per characteristic: a specific measurement method, the pass criterion expressed as a measurable threshold (not a qualitative description), and the inspection setup conditions where applicable (lighting angle, viewing distance, reference sample). For cosmetic characteristics this means maximum white-spot diameter, maximum count per defined surface area, and fiber orientation deviation limit. For dimensional characteristics it means tolerances at all assembly interfaces and critical features. For performance requirements it means test method, test conditions, and pass/fail threshold. Any criterion expressed qualitatively — “smooth,” “acceptable,” “good” — is not a criterion.
Q5: At what production volume does investing in checking fixtures become cost-effective?
For any carbon fiber assembly with a dimensional interface requirement, checking fixtures become cost-effective at approximately 50–100 units per month for most assemblies. At 500 units per month, a bonding or checking fixture amortizes across the first one to two months of production. The rework cost for a batch of dimensionally non-conforming parts — cured, coated, and assembled — typically exceeds the fixture investment within a single production cycle.
Q6: How do I tell whether a carbon fiber supplier’s quality system is real or a presentation?
Ask for production records, not summaries. A supplier running genuine in-process inspection will have timestamped station-level records per unit or batch — cure cycle logs from forming, adhesive ratio records from bonding, paint mix records from coating. Ask to see the records from a recent production run on an existing program, not from a sample build. If the only documentation they can produce is a final QC summary or a shipping inspection report, the in-process controls are not systematic. The outgoing inspection is finding problems that should have been caught — and corrected — three stations earlier.