Introduction
Here is a scenario that product developers, mechanical engineers, and composite specialists all recognize — just from different angles.
The engineer who designed the part approved the sample. Dimensions checked out, the laminate schedule looked right under the cut section, and the surface finish matched the reference standard. The industrial designer signed off on the weave pattern and gloss level. The automotive program manager cleared it for production release.
Three months later, the first production shipment lands. Two panels have surface voids. A mounting flange won’t sit flush. The gloss reads four points below the approved sample on the meter.
Nothing about the material changed. What changed is that the conditions that produced that sample — senior technicians, direct engineering oversight, the freedom to slow down and rework — no longer exist. For product developers and engineers working in automotive, aerospace, marine, or medical applications, this is not an abstract risk. It is the most common way a promising composite program becomes an expensive problem.
Samples tell you what a factory is capable of on a good day. SOPs, in-process verification, and a closed-loop correction system tell you what they deliver on an average day — which is the only day that matters when you are running a production program.
At JC Sportline, carbon fiber quality consistency is the product of five connected layers: R&D locks the standard, production executes against it through our MES, IPQC verifies execution, the audit department verifies IPQC, and every non-conformance goes through a four-department review that updates the live SOP before the next operator touches the line. Whether you are a composite specialist evaluating a new manufacturing partner, a mechanical engineer qualifying a structural component, or an industrial designer protecting a surface finish standard across a long production run — this article explains exactly how that system works and what it means for your program.
Why Carbon Fiber Parts Fail to Stay Consistent in Mass Production
Carbon fiber parts consistency fails in production for reasons that are almost never about the material itself — and that composite specialists and mechanical engineers who have been through a failed scale-up will immediately recognize.
Incoming variation that goes unqualified. Fiber areal weight, resin content, and tack are not constants — they shift between lots, sometimes within a single supplier’s production run. A manufacturer without incoming lot-level inspection is running a variable input through a fixed process and hoping the output stays stable. For structural applications in aerospace or medical devices, where mechanical property consistency is non-negotiable, this is not a manageable risk. It is an uncontrolled one.
Parameters that live in people’s heads instead of systems. Cure temperature tolerances, vacuum hold times, compaction intervals — when these are communicated verbally or exist only in a printed sheet that may or may not be the current version, operator-to-operator variation becomes unavoidable. Batch consistency in composites requires that the standard be identical for every operator on every shift. For automotive professionals managing a multi-year production program across model years, that consistency cannot depend on who happens to be on the floor that day.
Corrections that don’t make it back into the system. A problem gets found, a conversation happens, the engineer who knows the fix leaves the room, and six months later under different personnel the same defect reappears. The production process has no memory. Only the system does.In industrial carbon fiber fabrication Why Carbon Fiber Parts Fail to Stay Consistent in Mass Production
Carbon fiber parts consistency fails in production for reasons that are almost never about the material itself — and that composite specialists and mechanical engineers who have been through a failed scale-up will immediately recognize.
Incoming variation that goes unqualified. Fiber areal weight, resin content, and tack are not constants — they shift between lots, sometimes within a single supplier’s production run. A manufacturer without incoming lot-level inspection is running a variable input through a fixed process and hoping the output stays stable. For structural applications in aerospace or medical devices, where mechanical property consistency is non-negotiable, this is not a manageable risk. It is an uncontrolled one.
Parameters that live in people’s heads instead of systems. Cure temperature tolerances, vacuum hold times, compaction intervals — when these are communicated verbally or exist only in a printed sheet that may or may not be the current version, operator-to-operator variation becomes unavoidable. Batch consistency in composites requires that the standard be identical for every operator on every shift. For automotive professionals managing a multi-year production program across model years, that consistency cannot depend on who happens to be on the floor that day.
Corrections that don’t make it back into the system. A problem gets found, a conversation happens, the engineer who knows the fix leaves the room, and six months later under different personnel the same defect reappears. The production process has no memory. Only the system does.In industrial carbon fiber fabrication , the variables that drive quality outcomes — resin-to-fiber ratio control, ply orientation, vacuum integrity, cure profile, ambient conditions, mold surface state — are all controllable. Reducing variance in composite parts is an engineering problem, not a luck problem. But it requires that control be structural, not personal.
How Quality Standards Get Defined Before Production Begins
Most composite quality failures are decided before the first part is made. The cure cycle, the layup sequence, the dimensional tolerances, the surface classification — if these aren’t formally specified at the development stage, the production team is left to interpret them. For product developers and mechanical engineers, this is the stage where the most leverage exists and where it is most often left on the table.At JC Sportline, quality assurance in carbon fiber manufacturing begins in R&D, and the output of that stage is not a drawing — it is a locked specification set that goes directly into the MES as the executable standard for production. This is the entry point of our R&D to production workflow.
Product Development SOP — Locking the Standard Before Tooling Starts
Before a production tool is cut, our R&D team produces a Product Development SOP that defines:
- Mold design definition — tolerances, draft angles, parting line location, all locked to the assembly interface requirement before tooling spend is committed
- Surface texture criteria — gloss targets and weave visibility standards set against a physical reference, not described in words that inspectors interpret differently. For industrial designers who have spent months establishing a surface language, this is the document that protects it
- Installation and interface standards — mounting geometry locked to the vehicle, airframe, marine structure, or device assembly specification; fitment problems that show up in production almost always originate from tolerances that were never formally closed at this stage
- Screw hole size and positional tolerance — controlled from the mold; correcting these in secondary operations is expensive, inconsistent, and a sign the development SOP wasn’t tight enough
- Trimming location control — edge lines fixtured and referenced, not operator-judged
First Sample Validation and Production Comparison
The first article inspection process does not end with sample approval. The approved sample defines the standard. A mass production comparison sample — made with the actual production SOP, tooling, and personnel, not prototype conditions — determines whether that standard is achievable in the real production environment.
This is manufacturing process validation in practice. If the production comparison sample deviates from the approved reference, the deviation is resolved before the SOP is locked — not discovered after batch three ships. For mechanical engineers responsible for signing off on a production-ready process, this distinction matters enormously. Standard operating procedures for manufacturing that haven’t been validated against actual production output are engineering documents, not quality controls.
What the SOP Actually Controls at Each Stage
A carbon fiber manufacturing SOP in a well-run facility is not a reference document. It is the active work instruction that operators follow in real time, version-controlled, and updated only through a formal change process. At JC Sportline, SOPs live inside the MES — operators scan in at their workstation and receive the current approved version for that part and that step. There is no version ambiguity, and there is no way to run an outdated instruction.
IQC — Qualifying Material Before It Enters the Process
The four tests our IQC protocol runs on incoming materials are specific and consequential:
- Painting Hardness Test — surface hardness that doesn’t meet specification will fail in service regardless of how well the part was made. For automotive exterior applications, this is a warranty exposure. For medical components, it is a regulatory one
- Paint Adhesion Test — cross-hatch adhesion failure at incoming is the leading indicator of field delamination; catching it here costs nothing compared to a field return
- Air Leakage Test of Vacuum Bag — a bag consumable that passes this test before bagging eliminates one of the most common sources of void formation; skipping it is a false economy that composite specialists recognize immediately
- Yellowing Resistance Test — UV instability in the resin or clear coat that isn’t caught at incoming becomes a field failure six to eighteen months after delivery — the kind that surfaces after a program has scaled
Every material lot entering the process is logged against supplier identity, batch number, expiry, and storage record — the first link in our material traceability systems chain.
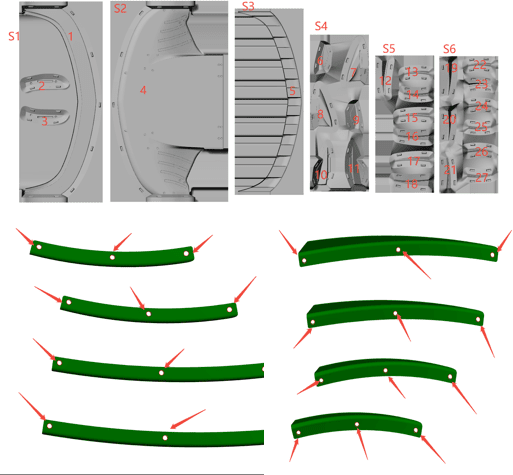
Layup — Where Most Defects Are Created
Carbon fiber layup precision is where the most consequential process decisions happen and where most composite defects originate. Misoriented plies, bridging at complex geometry transitions, contamination between layers — none of these are visible on the finished surface, and none are recoverable after cure. For composite specialists reviewing a supplier’s process, the layup stage is the one that most rewards a close look.
Our layup SOP specifies orientation, overlap, and compaction interval at the ply level for every part number. Each ply is verified before the next is placed. Environmental conditions and contamination control requirements are recorded on the in-process traveler. This is not a final check — it is a step-gate that prevents accumulated error from propagating through the laminate stack.
Vacuum Infusion — The Gate Before an Irreversible Step
Vacuum infusion quality standards define a hard go/no-go criterion before resin enters the bag: minimum vacuum level, maximum acceptable leak-down rate, flow front monitoring protocol. If the bag doesn’t hold, infusion doesn’t start. This rule eliminates an entire category of consolidation defects — but only if it is enforced every time, not most of the time.
Cure — Where Parameter Drift Has Structural Consequences
The autoclave curing cycle SOP
specifies temperature and pressure profiles with defined acceptable deviation bands. Multi-channel data loggers record the actual cure cycle continuously — this data becomes the permanent batch quality record. A cure cycle that deviates outside its acceptable window doesn’t move forward without a formal engineering disposition. For aerospace and structural marine applications where cure quality directly determines mechanical performance, this record is not optional documentation — it is the proof of conformance.
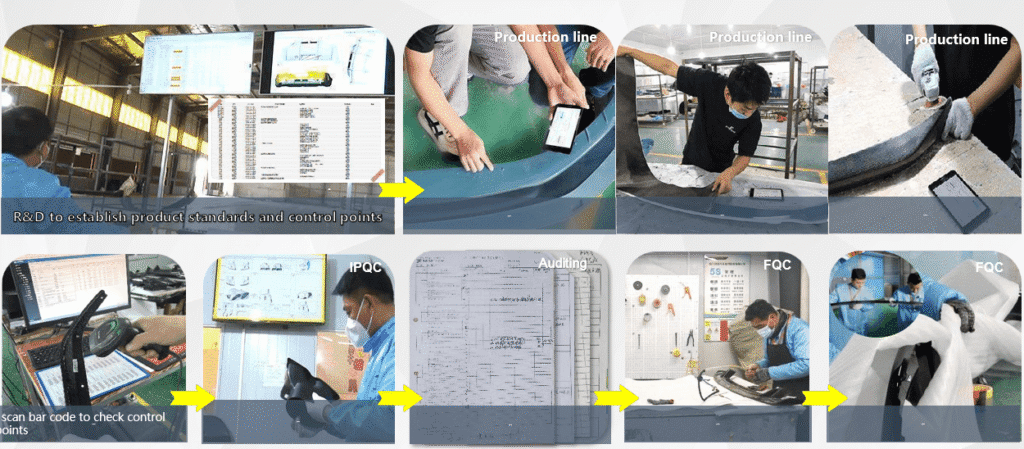
The Execution and Verification Loop
Carbon fiber production quality management at JC Sportline runs as a sequential verification loop. Each layer has one job, and its output feeds the next.
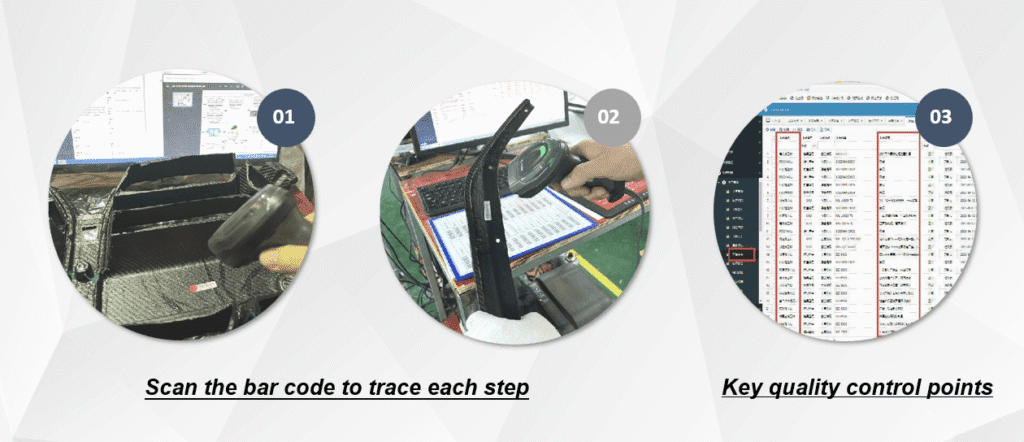
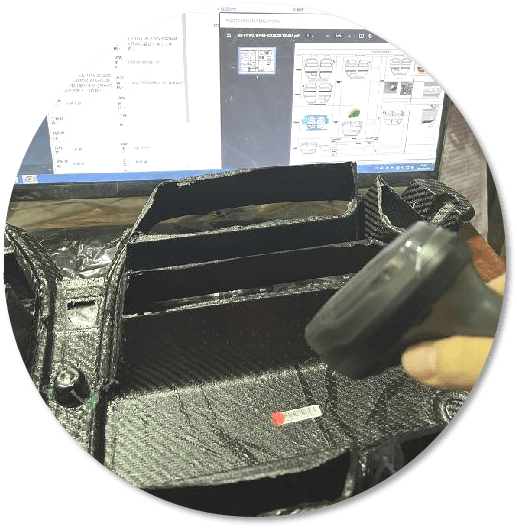
Production executes the SOP. Operators scan into their MES workstation. The system presents the current, approved work instruction for that part and process step. There is no version drift, no informal adjustment that bypasses the standard — and for product developers managing a program across multiple production years, that stability is what makes year-three output match year-one output.
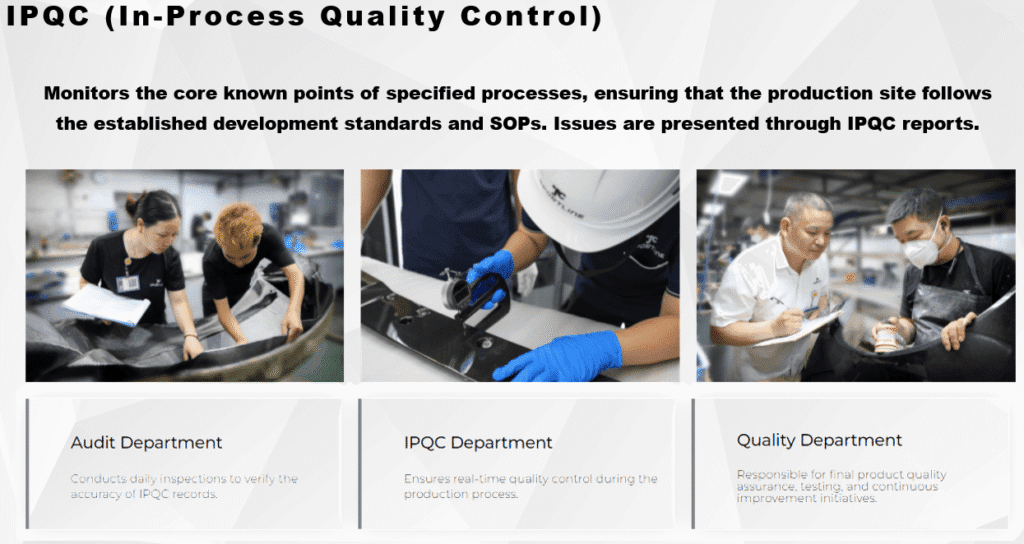
IPQC verifies that production is following the SOP. This is the critical distinction: IPQC is not inspecting parts. It is verifying process compliance at defined intervals and critical points — the right material, the right sequence, the right parameters, the right environmental conditions. In-process quality control checklists are completed in real time and logged. A vacuum leak caught before infusion costs nothing. Found at final inspection, it costs a cure cycle, a mold pull, and potentially a batch.
The audit department verifies that IPQC is doing its job. Not the parts, not the process — the verification function itself. IPQC records are reviewed daily for completeness and accuracy. This independence is what makes the system self-correcting rather than self-reporting — and what gives mechanical engineers and composite specialists meaningful assurance that the inspection data they’re reviewing reflects what actually happened on the floor.
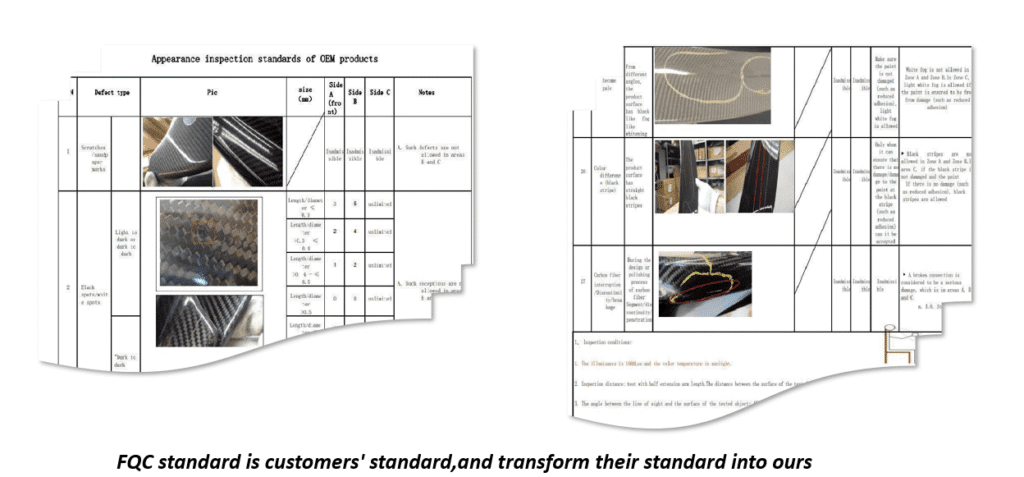
FQC evaluates the finished output. For OEM programs, we run the customer’s inspection criteria as our internal standard. For BMW supply chain programs, this means:
- ABC surface quality classification with defined criteria per surface category — a framework that industrial designers working at OEM level will recognize immediately
- Carbon fiber weave pattern distortion limits at corners and complex transitions
- White spot diameter tolerance per surface classification
Xenon Testing by Program Requirement: BMW OEM programs require 2,000 hours of xenon lamp aging. Aftermarket programs typically specify 900 hours. The test runs to the program requirement — documented and included in the product qualification record. For automotive professionals managing OEM supply chain compliance, this number is a contractual threshold, not a guideline.
How NCRs Update the System — The Role of MES in Making Corrections Permanent
Finding a non-conformance is table stakes. What distinguishes a mature quality system is what happens next — specifically, whether the correction reaches the operating procedure or stays in the room where the meeting happened.
At JC Sportline, every NCR — internal or customer-raised — triggers a four-department review: Quality, R&D, Audit, and Production analyze the problem together. For product developers and engineers who have sat through supplier corrective action meetings that produced a promise but no structural change, this process works differently.
Root cause identification uses the batch record, not memory. Material lot, cure cycle data, IPQC logs, operator scan history — the traceability record narrows the field before the meeting starts. The team is reading evidence, not reconstructing events.
The fix is defined by the department responsible for it. If the SOP needs a parameter change, R&D and Production define it. If an inspection step needs to be added or tightened, Quality and Audit define it. If the failure originated in incoming material that cleared IQC, the IQC protocol gets updated. Each category of root cause has a corresponding owner.
The corrective action goes into the MES — not a memo. The updated SOP is entered, versioned, and locked. Every operator who scans into that workstation from that point forward receives the improved instruction automatically. For composite specialists or mechanical engineers auditing a supplier’s corrective action system, this is the question that separates real improvement from documented intention: does the fix reach the operator, or does it reach a folder?
The fix is verified before the NCR closes. Re-testing confirms the corrective action holds. An NCR that closes without verification data is an open risk with a closed status.
This is what makes repeatable manufacturing processes durable rather than fragile. Defect prevention in composites compounds over time when every non-conformance makes the system structurally harder to get wrong. Carbon fiber manufacturing consistency is the result — not of trying harder, but of a system that learns faster than problems can recur.
The Testing Infrastructure That Makes Claims Verifiable
Carbon fiber quality control assertions without measurement infrastructure are marketing. For mechanical engineers and composite specialists evaluating a supplier, the testing capability is where stated quality commitments either get substantiated or don’t.
Tensile Testing Machine — mechanical property verification at batch level. Structural integrity testing
on production coupons confirms cure quality and consolidation are within specification. For aerospace and medical applications where material property documentation is a regulatory requirement, this is not optional — it is the batch record.
CMM Coordinate Measuring Machine — dimensional verification across complex surfaces that manual gauging cannot reach reliably. Trend data across batches is the early warning system for tooling drift — caught before parts go out of tolerance, not after. For mechanical engineers managing tight assembly interfaces, CMM trend data is the signal that a tooling conversation needs to happen before a fitment problem ships.
Vision Measurement System — non-contact inspection for fine features across high-volume runs, supporting composite laminate inspection methods at production speed without creating bottlenecks.
Constant Temperature and Humidity Chamber, Xenon Lamp Aging Equipment, Salt Spray Chamber — environmental and durability verification that confirms performance across service conditions. For automotive professionals, marine engineers, and aerospace teams, these test reports are contractual deliverables. For medical device applications, they are part of the technical file.
Gloss Meter, Cross Hatch Tester, Digital Pressure Gauge — surface consistency, coating adhesion, and vacuum process verification. For industrial designers protecting a surface quality standard across a production run, the gloss meter data is what tells you whether the sixth shipment still matches the approved reference.
What Audit-Ready Looks Like
A carbon fiber supplier audit has one job: determine whether the quality system described in the presentation is the quality system that runs the factory. For product developers, mechanical engineers, and composite specialists conducting supplier qualification, the gap between those two things is exactly what the audit is designed to find.
| Audit Area | What a Prepared Supplier Shows | JC Sportline |
| SOP Control | MES-hosted, version-controlled work instructions | MES-locked SOPs, scan-in records by operator and batch |
| Incoming Inspection | IQC records + four-test protocol results | Hardness / adhesion / vacuum bag / yellowing, lot-linked |
| In-Process Verification | IPQC process compliance records | Real-time SOP compliance checks, timestamped |
| Audit Independence | Separate audit function reviewing IPQC | Dedicated audit department, daily record review |
| Final Inspection | FQC criteria + customer standard adoption records | BMW ABC surface classification in MES |
| Testing Equipment | Current calibration certs + batch test reports | Tensile / CMM / Xenon / Salt Spray, batch-linked |
| OEM Compliance | Program-specific test results | BMW 2,000h xenon, documented per program |
| NCR System | Four-dept review + MES update log + re-test evidence | Full NCR-to-MES-update trail, retrievable by NCR number |
Carbon fiber production quality management records, OEM carbon fiber quality standards compliance evidence, and first article inspection process documentation should all be retrievable during the audit — by batch number, by part number, by date. A supplier who needs time to compile these records before the audit is telling you something important about how the system actually operates day to day.
Conclusion
Carbon fiber quality control at production scale is an infrastructure question, not a talent question. The right people matter — but people change, shift patterns change, and production pressure changes. What doesn’t change, if it’s built correctly, is the system.
At JC Sportline, the system runs like this: R&D defines the standard and loads it into the MES. Production executes against it, operator by operator, scan by scan. IPQC verifies that execution in real time. The audit department verifies that IPQC is doing its job. FQC evaluates the output against the program’s acceptance criteria. And when something goes wrong — because something always eventually goes wrong — four departments sit down together, trace it to its source, fix it structurally, and lock the updated instruction into the MES before the next shift starts.
For product developers bringing a new composite component to production, mechanical engineers qualifying a structural part, composite specialists assessing a supplier’s process depth, industrial designers protecting a surface standard, or automotive and aerospace professionals managing long-term supply chain reliability — composite quality control standards mean something only when they run the same way every day, regardless of who is on the floor. That is what carbon fiber manufacturing quality looks like when it is built to last.
Contact our engineering team to arrange a factory review or request a feasibility assessment for your program.

Carbon fiber production quality management records, OEM carbon fiber quality standards compliance evidence, and first article inspection process documentation should all be retrievable during the audit — by batch number, by part number, by date. A supplier who needs time to compile these records before the audit is telling you something important about how the system actually operates day to day.
Conclusion
Carbon fiber quality control at production scale is an infrastructure question, not a talent question. The right people matter — but people change, shift patterns change, and production pressure changes. What doesn’t change, if it’s built correctly, is the system.
At JC Sportline, the system runs like this: R&D defines the standard and loads it into the MES. Production executes against it, operator by operator, scan by scan. IPQC verifies that execution in real time. The audit department verifies that IPQC is doing its job. FQC evaluates the output against the program’s acceptance criteria. And when something goes wrong — because something always eventually goes wrong — four departments sit down together, trace it to its source, fix it structurally, and lock the updated instruction into the MES before the next shift starts.
For product developers bringing a new composite component to production, mechanical engineers qualifying a structural part, composite specialists assessing a supplier’s process depth, industrial designers protecting a surface standard, or automotive and aerospace professionals managing long-term supply chain reliability — composite quality control standards mean something only when they run the same way every day, regardless of who is on the floor. That is what carbon fiber manufacturing quality looks like when it is built to last.
Contact our engineering team to arrange a factory review or request a feasibility assessment for your program.
You can also subscribe to our YouTube channel for more content like this.
sandy-jcsportline founder | 2026/04/03