A customer came to JC Sportline with a crane hook project. The original component was stainless steel—too heavy, failing under repeated load cycles. The switch to carbon fiber was technically sound. But the customer’s product team had one additional requirement: a full 3K plain weave cosmetic surface. Every sample failed. Multiple rounds. Rising costs. The compression molding process could not consistently hold both the structural layup and the flawless surface simultaneously.
Our R&D team’s recommendation was blunt: allow a small degree of surface texture variation. The hook would read clearly as carbon fiber. The weave would be visible. But the process could be tuned for structural consistency rather than cosmetic perfection—and the rejection rate would drop to production-viable levels. The customer agreed. The first production batch passed structural testing. The product launched. Market response was positive.
That project is not unusual. What made it resolvable was a willingness to define the project’s actual priority before the sampling process consumed time and budget. The question of whether to prioritize carbon fiber structure or surface finish does not have a universal answer. It has a sequence: define the function, select the process, then discuss appearance. And in cases where your budget genuinely supports both, that conversation needs to happen before the first mold is cut—not after three failed sample rounds.
What Carbon Fiber Actually Is—And Why Surface Finish Tells You Nothing About Structural Performance
Carbon fiber material is defined by what happens inside the laminate, not on its surface. The carbon fiber properties that matter for engineering—tensile strength, compressive strength, inter-laminar shear, stiffness—are products of fiber orientation, ply stack sequence, resin system, fiber volume fraction, and cure cycle. A surface finish specification touches none of those variables directly.
The carbon fiber atomic structure is a crystalline arrangement of carbon atoms aligned along the fiber axis. That alignment is the physical source of high carbon fiber elastic modulus—the material’s resistance to deformation under load. When a structural engineer designs a carbon fiber layup, they are engineering that internal crystalline alignment and how it is distributed across plies. The outermost ply and the mold surface determine what the part looks like. The laminate schedule determines whether it holds.
Carbon fiber density does not change based on whether you specified a 3K cosmetic weave or a functional plain weave. A part with a flawless high-gloss surface and a compromised fiber stack will fail under load. A part with minor surface irregularities and a correctly engineered laminate will perform exactly as specified. Buyers who have worked in aerospace, industrial equipment, or UAV development already understand this. First-time carbon fiber buyers frequently do not—and that misalignment between expectation and engineering reality is where projects go wrong at the sample stage.
Two Categories of Carbon Fiber Projects—And Why the Process Logic Is Completely Different
No supplier conversation about finish, weave pattern, or gloss level should happen before you have answered one question: what is this part’s primary job?
Structural and Functional Applications
Industrial equipment housings, aerospace brackets, UAV airframes, marine structural components, medical device frames, and high-performance automotive load-bearing parts all share a common requirement: the part must perform mechanically. Weight reduction against a metal baseline, fatigue resistance, stiffness under cyclic load—these are the deliverables. Carbon fiber structure design governs every other decision.
In this category, carbon fiber cosmetic finish vs structural performance is not a genuine trade-off. It is a priority hierarchy. Surface quality is a legitimate secondary specification, but it cannot be allowed to constrain the laminate design. When it does—when a customer insists on a cosmetic specification that forces process compromises in a structural application—rejection rates climb, tooling costs escalate, and the samples that do pass cosmetic inspection frequently fail structural testing. We see this pattern in project inquiries with enough regularity that it has become a standard question in our intake process: is the surface finish a primary specification or a secondary one?
Sourcing managers and procurement officers evaluating carbon fiber suppliers for structural applications should ask the same question of themselves before issuing an RFQ. The answer changes the entire process selection and cost model.
Decorative and Aftermarket Applications
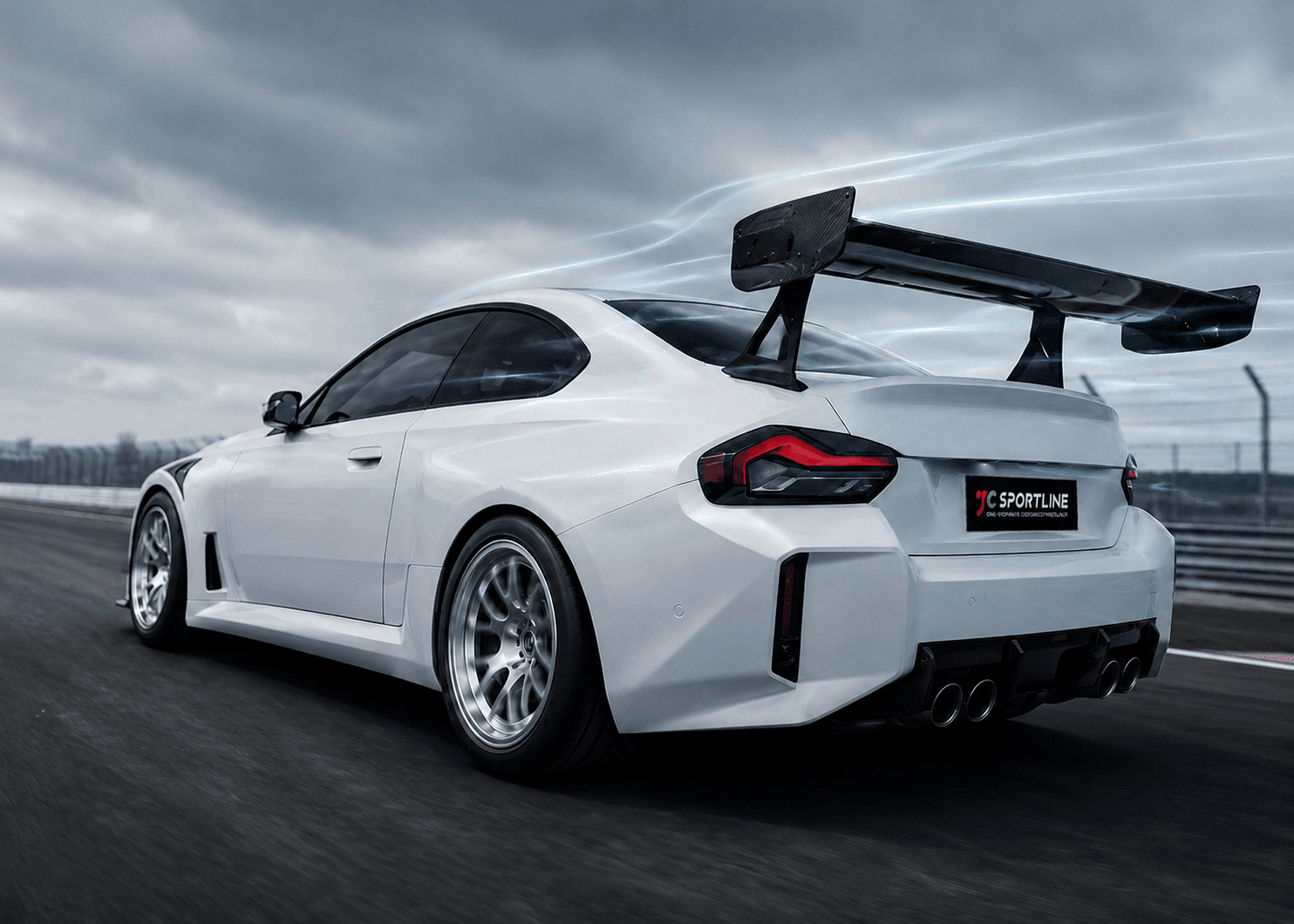
Automotive exterior trim—mirror caps, spoilers, diffusers, hoods—consumer electronics enclosures, lifestyle products, and display components belong in a different category. Here, carbon fiber surface finish is a primary deliverable. The end customer is purchasing the aesthetic. Structural requirements exist but are bounded: the part needs dimensional stability, impact resistance adequate for its use environment, and consistent appearance across production runs.
Structural carbon fiber vs decorative carbon fiber is a distinction of application priority, not material capability. The same T300 fiber, epoxy resin, and 2×2 twill weave can serve either purpose. The laminate design and the process selection—not the raw material—determine which category a part falls into. Product designers and industrial designers specifying carbon fiber for consumer or aftermarket applications are not making a lesser engineering choice. They are making a different one, with different optimization targets.
The error—in both directions—is applying one category’s logic to the other.
Why You Can’t Always Have Both—And When You Can, What the Cost Reality Looks Like
Every buyer eventually asks: why can’t I have structural performance and a perfect cosmetic finish?
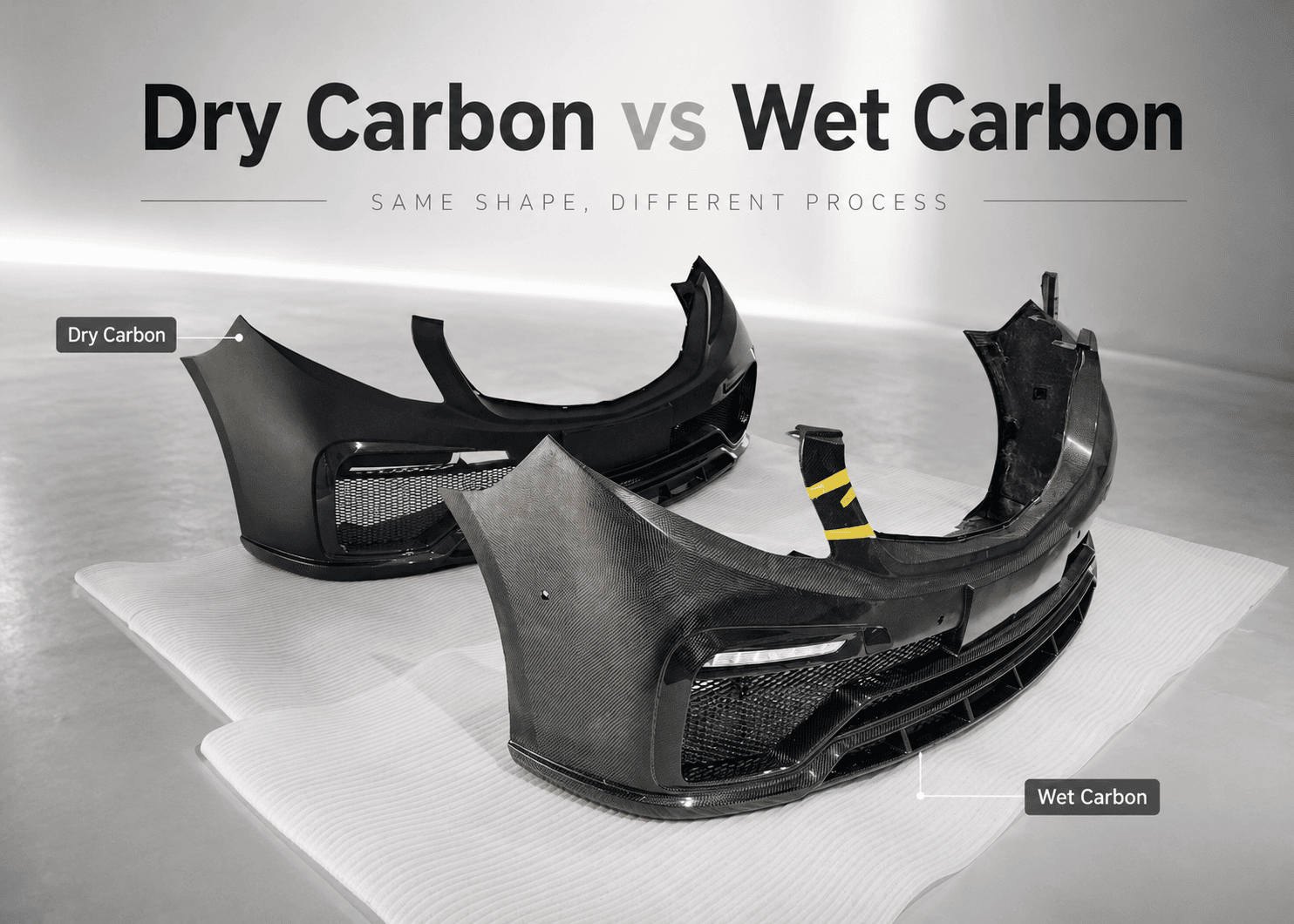
The answer is not that it is impossible. It is that carbon fiber strength vs surface finish sit at opposite ends of several process optimization axes, and closing that gap costs money in predictable and quantifiable ways. Does carbon fiber surface affect strength directly? No. But the process requirements for delivering a flawless cosmetic surface impose constraints on a structural laminate that is already tightly specified—and those constraints cost tooling budget, cycle time, and yield rate.
Why carbon fiber appearance increases manufacturing cost breaks down into three mechanisms:
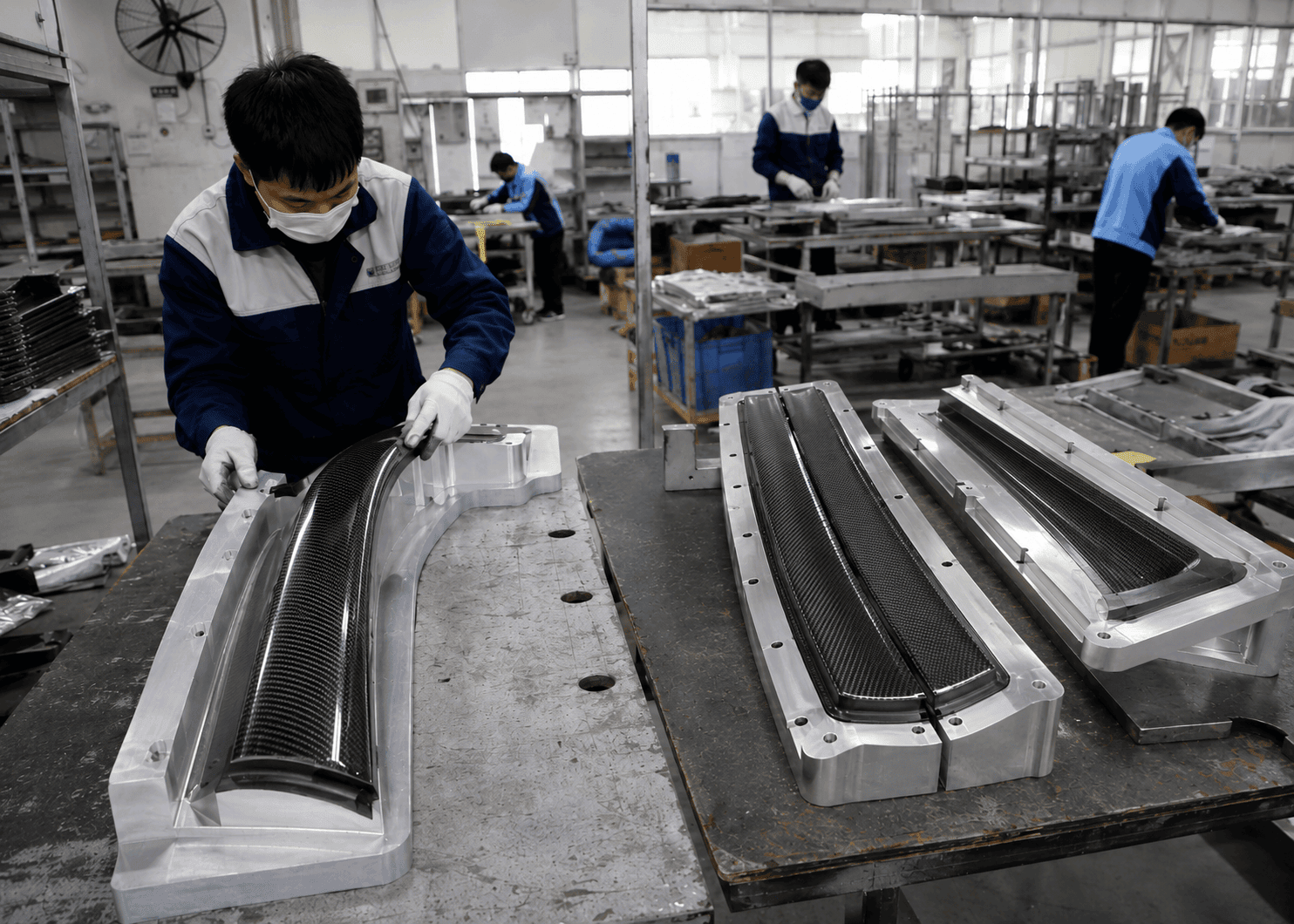
Tooling. A structural mold tolerates minor surface irregularities that would be unacceptable in a cosmetic application. A cosmetic mold requires higher surface finish grades, tighter dimensional control, and more intensive post-mold polishing. The tooling cost gap between a functional mold and a cosmetic mold on the same geometry can be substantial.
Yield rate. A cosmetic defect that would pass QC on a structural part—a small pinhole at the edge, a minor fiber displacement, a resin-rich pocket on a non-load-bearing face—becomes a rejected unit when surface quality is a primary specification. Rejection rates on cosmetic applications routinely run 2–4× higher than on equivalent functional parts. That difference is absorbed into unit cost.
Post-processing. Achieving consistent high-gloss finish across complex geometries requires sanding sequences, primer coats, polish cycles, and visual inspection at multiple stages. Each step adds labor and lead time.
How surface treatment affects carbon fiber cost is geometry- and specification-dependent, but it is always additive. There is no process optimization that makes cosmetic requirements free.
Both structural performance and cosmetic quality are achievable in the same part—but the budget must reflect the process that delivers both. A feasibility assessment before sampling is the only reliable way to confirm whether your cost envelope supports the specification you actually need.
The practical resolution is a budget-aligned feasibility assessment before sampling begins. A project we completed for a customer needing a 2-meter diameter industrial equipment ring demonstrates how this works in practice. The original specification called for a wet carbon infusion process with vacuum bagging—chosen partly because of the surface appearance it could deliver. Strength testing showed the laminate was insufficient for the load requirements. We recommended switching to an epoxy vacuum infusion process. The cost difference was approximately 10%. The part met every structural specification and went to production volume. The customer’s budget absorbed the 10% increase because the alternative—continued failed sampling and delayed launch—was more expensive.
Ten percent is a real number. But it is a knowable number, and knowing it before sampling starts is what makes project planning possible.

A Real Case—When the Right Recommendation Changed the Outcome
The crane hook project described in the introduction is worth examining more precisely, because it illustrates the sequence failure that occurs when appearance specifications are locked before structural requirements are fully understood.
The customer’s product team had made two decisions before the engineering conversation happened: the part would be carbon fiber, and it would have a 3K plain weave cosmetic finish. They had also selected compression molding as the process. Each of those decisions was reasonable in isolation. Together, applied to a complex three-dimensional load-bearing geometry, they created a conflict that manifested as repeated sample failures.
Compression molding is capable of producing good surface finishes. On a complex structural geometry, however, achieving a consistent, defect-free 3K cosmetic surface while simultaneously maintaining the fiber volume fraction and ply consolidation required for structural performance is a process challenge that drives rejection rates high. The mold pressure required for surface quality can create localized dry fiber areas. The layup precision required for structural performance increases the difficulty of achieving surface uniformity. These are not solvable problems with more iterations—they are process conflicts that require a specification adjustment.
Our R&D team’s recommendation addressed the root cause, not the symptom. Accept a defined tolerance for surface texture variation. The part would be identifiably carbon fiber. The weave would be present. But the process could be optimized for structural consistency, the rejection rate would fall to production-viable levels, and the cost per accepted unit would support volume manufacturing. The customer accepted that adjustment. Production commenced. There were no structural failures in service.
When structure is primary and appearance is secondary, communicating that priority clearly to your supplier—before tooling begins—is what separates a successful project from an expensive one.

How to Define What Your Project Actually Needs Before You Talk to a Supplier
The sequence that leads to successful carbon fiber development is not complicated, but it requires discipline to follow. Most projects that fail at the sample stage failed in the specification phase—not in manufacturing.
Three questions, answered with specificity before your first supplier conversation, determine the process routing:
- What is the primary function of this part? Load-bearing, energy absorption, structural substitution for metal—these map to structural process priority. Aesthetic differentiation, visual premium, brand identity—these map to cosmetic process priority. If the honest answer includes both, that is a valid starting point, but it requires a feasibility assessment rather than a standard quote.
- What environment will this part operate in? Thermal cycling range, UV exposure duration, vibration spectrum, mechanical load cycles—each of these interacts with resin system selection and laminate design in ways that affect surface quality outcomes. A decorative part in a controlled interior environment has different requirements than a structural part in an outdoor industrial setting. The environment specification belongs in the brief before process selection, not after.
- What does failure cost? For structural components in industrial or safety-critical applications, the cost of a laminate failure significantly exceeds the cost of any process upgrade. For decorative parts, the failure mode is a returned unit or a quality complaint. The cost calculus determines how much process investment is justified—and how much cosmetic tolerance is acceptable.
Once those answers are clear, process routing is logical:
- High structural priority routes to autoclave or epoxy vacuum infusion with engineered laminate schedules.
- Cosmetic priority with moderate structural requirements routes to compression molding or wet carbon with surface-optimized tooling.
- Projects requiring both route to a feasibility assessment that models the process cost against the budget before sampling begins. The cost difference between a purely structural process and one that also delivers cosmetic quality is real, but it is quantifiable. Knowing that number before sampling is the difference between a project that hits its targets and one that discovers the gap halfway through.
JC Sportline’s engineering team runs these three questions as standard before any tooling discussion. Our R&D team—more than 100 engineers operating across a 1,400-square-meter development facility—has executed this assessment across automotive, aerospace, marine, UAV, medical, and consumer electronics applications. We operate our own autoclave facility at 150,000 square meters, with additional compression molding, wet carbon overlay, and vacuum infusion capacity across multiple facilities. The process coverage is not incidental—it is what makes a genuine feasibility assessment possible rather than a recommendation shaped by whatever process a given supplier happens to run.
What a Serious Carbon Fiber Development Partner Does Before the First Mold Is Cut
Most suppliers take your specification at face value and quote against it. If the specification is wrong—if the cosmetic requirement is incompatible with the structural requirement at the stated budget—you discover that through failed samples, not through a pre-sample conversation.
Our approach is different by design. The conversation about process begins with function, environment, and budget—not with weave pattern and gloss level. That sequence is where carbon fiber properties expertise creates value: in identifying the constraints before they become failures, and in recommending process adjustments that reflect the actual engineering requirement rather than the initial specification assumption.
The SOP-based quality system that governs all JC Sportline production facilities ensures that the decisions made in the R&D and feasibility stage—process selection, laminate design, surface specification—are executed with consistency through prototype, pre-production, and volume manufacturing. OEM program managers and sourcing professionals who have experienced the gap between a supplier’s sample quality and their production quality know exactly what the absence of this system looks like.
If your project is in the specification phase now, that is the right moment to have the feasibility conversation—not after sampling has established a cost baseline that the actual process cannot support.
Conclusion
Carbon fiber structure and surface finish are not inherently in conflict. Projects that successfully deliver both exist across every industry we serve. But the path to that outcome is a defined sequence: establish function, select process, confirm budget, then specify appearance. Reversing that sequence—locking cosmetic requirements before structural requirements are fully specified—is the mechanism by which most carbon fiber development projects fail at the sample stage.
The role of a credible carbon fiber development partner is not to validate whatever specification a customer brings. It is to identify whether that specification is achievable at the stated budget, recommend the process that delivers the actual requirement, and quantify the cost of bridging the gap when both performance and appearance are genuinely necessary. That conversation happens before sampling, or it happens expensively during it.
If you are evaluating a carbon fiber project and have not yet worked through these questions, contact our engineering team for a feasibility assessment. The decisions made before the first mold cut are the ones that determine whether a project reaches production.
Frequently Asked Questions
Does the surface finish of carbon fiber affect its structural strength?
No—not through any direct physical mechanism. Carbon fiber surface finish is a product of the outermost ply texture and mold surface quality. Structural performance is determined by fiber orientation, ply count, resin system, fiber volume fraction, and cure cycle. A part can have a cosmetically perfect surface and an inadequate laminate. A part can have surface irregularities and exceed every structural specification. The connection between surface quality and structural performance runs through process selection, not through material physics.
Why does cosmetic-grade carbon fiber cost more to manufacture?
Three mechanisms drive the cost premium: tooling quality requirements are higher (cosmetic molds require finer surface grades and tighter dimensional control), rejection rates are higher (defects acceptable on functional parts become rejected units in cosmetic applications), and post-processing is more labor-intensive (polishing, primer, multi-stage inspection). Why carbon fiber appearance increases manufacturing cost is consistent across geometries. The premium ranges from 20% to over 100% depending on geometry complexity and finish specification.
Can I get carbon fiber that delivers both structural performance and a perfect cosmetic finish?
Yes, in many cases. The best carbon fiber choice for appearance and performance is determined by a budget-aligned feasibility assessment, not by a blanket answer. The process that delivers both typically costs more than either outcome alone. Projects that assume both are achievable at the cost of one routinely exceed budget or fail at the sample stage. When the budget supports the process, we have delivered parts meeting full structural and cosmetic specifications across multiple industries.
What process should I specify if I need both structural integrity and visible weave pattern?
Carbon fiber structure design and cosmetic weave visibility are compatible, but the process that achieves both is geometry-specific and load-specific. Autoclave processing delivers high structural performance with good surface quality on complex geometries. Epoxy vacuum infusion is a strong intermediate option for parts requiring structural integrity below autoclave cost. Compression molding achieves good surface finish on geometries with manageable curvature. The right answer requires project-specific analysis before a process recommendation can be made responsibly.
How does surface treatment specification affect cost and lead time?
How surface treatment affects carbon fiber cost follows a consistent pattern regardless of geometry: more demanding surface specifications increase tooling cost, raise the rejection rate, and add post-processing labor and time. Carbon fiber surface treatment requirements—adhesion primer compatibility, gloss level, UV resistance rating—each add process steps and materials. Lead time increases proportionally with finish complexity. Buyers should specify surface requirements quantitatively (gloss level, acceptable defect tolerance, inspection standard) before requesting quotes. Vague finish descriptions produce quotes that are neither comparable nor reliable.
What is the actual difference between structural and decorative carbon fiber?
The difference is application priority, not material. Structural carbon fiber vs decorative carbon fiber refers to how the laminate is optimized and which performance criteria are non-negotiable. Structural applications set the laminate design first and allow surface quality to follow. Decorative applications set the surface specification first and allow the laminate to meet a performance floor. The same fiber, resin, and weave can serve either purpose. What changes is the process optimization target—and everything downstream of that decision, including tooling, yield rate, and unit cost.