Most people who search “what color is carbon fiber” are expecting a simple answer. The simple answer is: black. Carbon fiber is black — always has been, always will be at the material level.
But here’s the thing: that answer is only useful if you’re a chemist. If you’re a product designer, a sourcing manager, or an automotive brand building a differentiated line of parts, the real question isn’t what color is carbon. It’s: what can carbon become — and how do you engineer it to get there without compromising the material’s reason for existing?
The answer changes everything about how you select materials, specify finishes, and brief your supplier. Carbon fiber color is not a cosmetic decision. It is an engineering decision. And making it wrong — choosing a surface coating that degrades under UV, or specifying a colored resin without understanding its effect on fiber-to-resin ratio — costs you in performance, longevity, and brand credibility.
This guide covers every legitimate carbon color option available today: what produces each one, what it costs structurally and financially, and how to choose the right combination for your specific project. If you’re working on an automotive part, a marine component, an aerospace interior, or a branded lifestyle product, the decision framework here applies directly to your work.
The Natural Color of Carbon Fiber — And Why It’s Always Black
The carbon color in its raw fiber form is black because of physics, not chemistry. Carbon atoms in the fiber structure absorb nearly the entire spectrum of visible light. There is no selective reflection — the surface takes in red, green, and blue wavelengths almost equally and converts them to heat rather than bouncing them back to your eye. The result is a material that appears uniformly, deeply black regardless of weave pattern, fiber count, or manufacturer.
This is not the same black as carbon black pigment, carbon steel, or carbon dioxide. Those are entirely different materials with different molecular structures. Carbon color chemistry in the context of composite fiber is specific: it is the optical consequence of the graphitic crystal structure formed when polyacrylonitrile (PAN) precursor is carbonized at temperatures exceeding 1,000°C. That process eliminates almost all elements except carbon, and the resulting fiber absorbs light with exceptional efficiency.
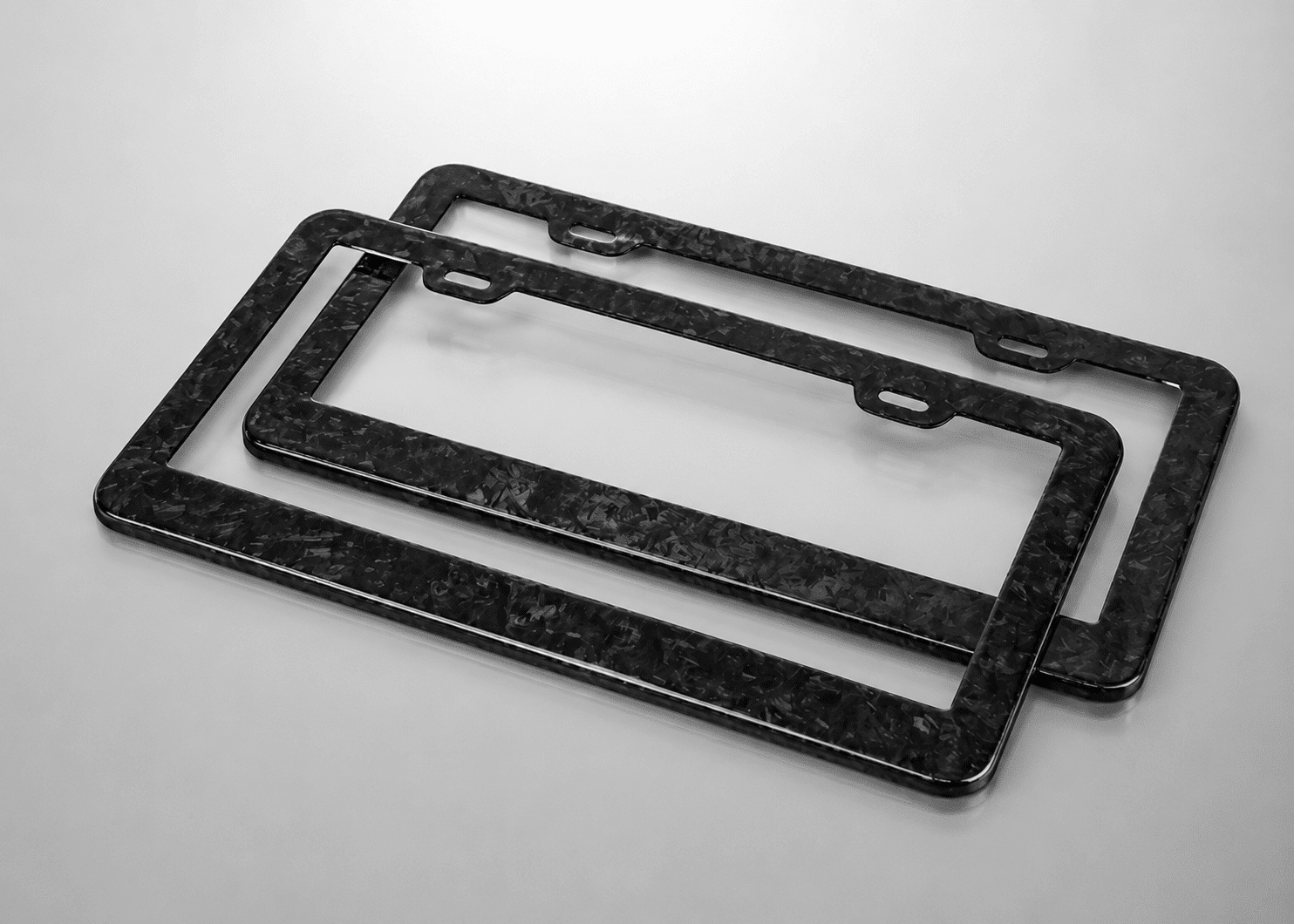
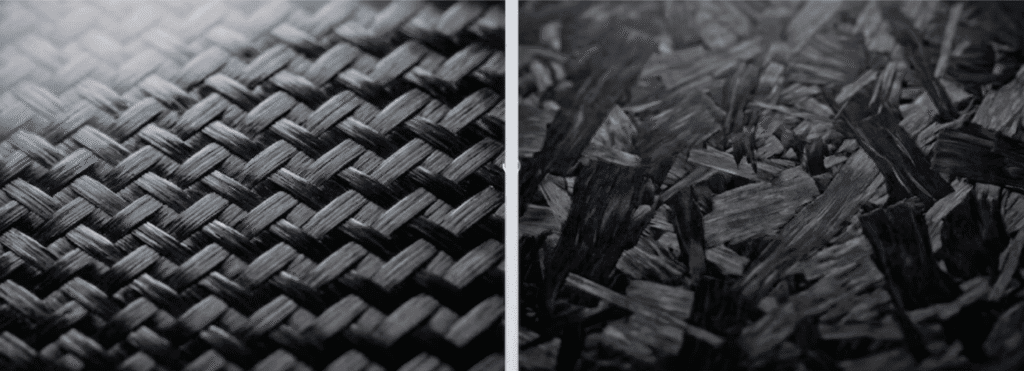
What does vary is carbon color and luster. A 3K twill weave under a high-gloss clear coat appears as a rich, deep black with mirror-like reflections between the fiber bundles. The same 3K twill with a matte finish reads as a softer, cooler dark grey — the texture of the weave becomes the visual story rather than the shine. Forged carbon — made from chopped carbon fiber strands randomly oriented in a resin matrix — produces a completely different visual language: flowing, marbled, almost organic. It is still black, but it reads as distinctly different from woven carbon at first glance.
One common misconception among first-time buyers: when dry carbon fiber cloth is impregnated with clear resin, the color deepens. This is not a defect. The resin fills the micro-surface texture of the fiber, reducing diffuse light scattering and making the black appear more saturated. Understanding this prevents mismatched expectations between sample swatches and finished parts.
The color of carbon at this foundational level is fixed. What is entirely open to engineering is everything that happens on top of it — and within it.
Carbon Fiber Finish Options — Glossy, Matte, and Everything In Between
The surface finish is the first layer of visual customization available to any designer or engineer working with carbon fiber, and it is the decision most buyers make without fully understanding the technical implications of each choice.
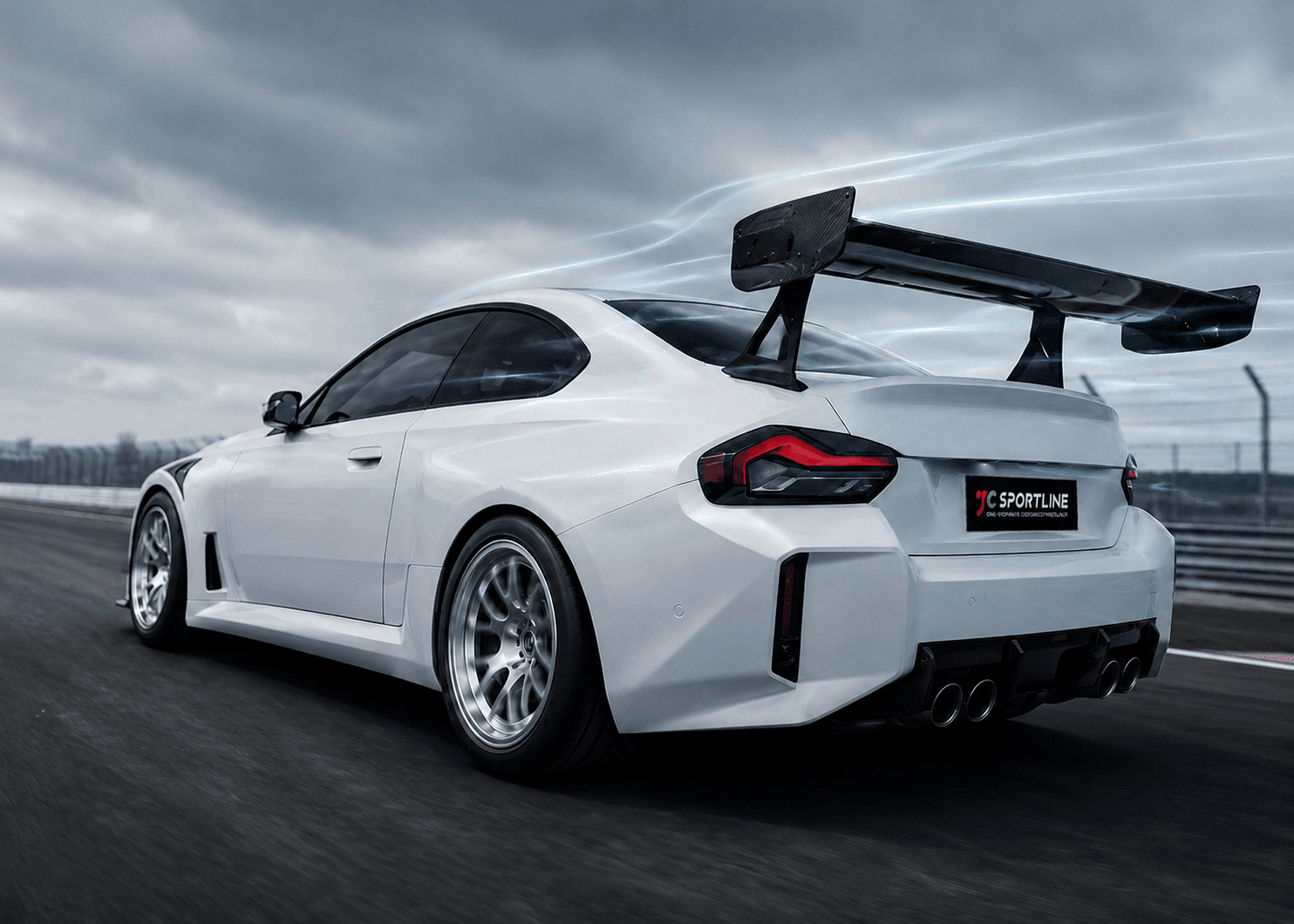
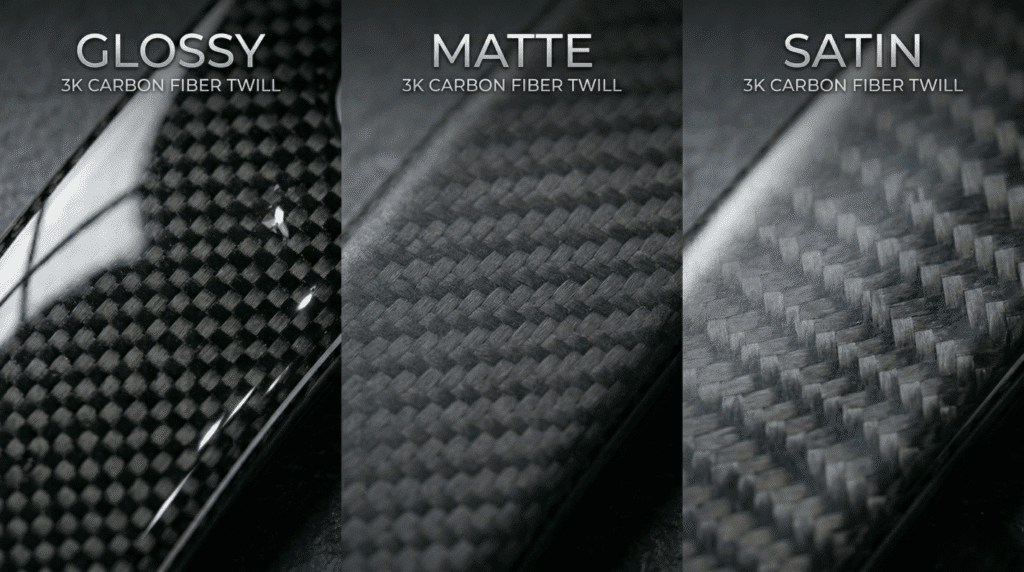
Glossy finish is the most widely recognized carbon fiber aesthetic. The weave pattern becomes a three-dimensional surface under the clear coat, catching light at different angles as you move around the part. For automotive applications on vehicles like Ferrari, Lamborghini, and Porsche — where carbon color car components are visible status markers — glossy finish maximizes the material’s visual drama. The trade-off: high-gloss surfaces show fingerprints, fine swirl marks, and micro-scratches more readily than any other finish. Maintenance protocol matters.
Matte carbon fiber is not simply glossy carbon with less shine. Matte finish requires a fundamentally different coating formulation — one that scatters light uniformly at the surface level rather than reflecting it directionally. The result is a finish that reads as a dark carbon color with visible texture and a restrained, technical quality that many designers describe as closer to the material’s industrial origins. For clients focused on communicating precision and function over decoration, matte carbon consistently outperforms gloss. It also reveals the carbon fiber weave pattern more honestly — the texture becomes the point, not the shine.
A satin finish sits between the two. Less commonly specified, but practically useful for interior components where glare reduction matters without committing fully to matte’s absorbed quality.
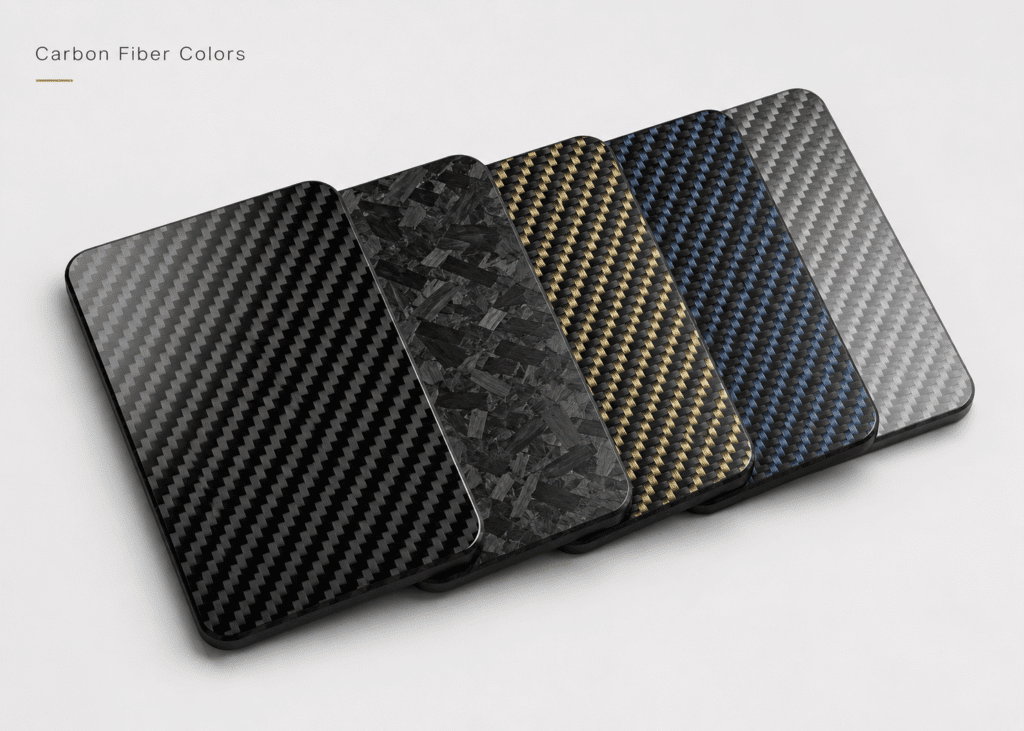
Colored resin and tinted finishes represent a different category of carbon fiber finish entirely. Here, the clear coat or resin system itself carries a tint — producing effects like carbon blue color, grey carbon color, or translucent gold. The depth of color depends on the resin formulation, the thickness of application, and the underlying weave’s reflectivity. This approach delivers color without obscuring the fiber pattern, but requires precise calibration. Too heavy a tint kills the carbon texture; too light reads as unintentional.
Matte carbon doesn’t just look different — it behaves differently under UV and heat. The coating system must be engineered to match the environment, not just the aesthetic.
The critical engineering point: finish selection is not purely aesthetic. UV exposure, operating temperature, chemical contact, and cleaning protocol all determine which finish system will perform durably in your application. A carbon color car part on an exterior panel and the same part on an interior trim piece require different coating specifications — even if they look identical on day one.
The Full Spectrum of Carbon Fiber Colors — What’s Actually Possible
The question “can carbon fiber be carbon colors other than black?” is one of the most common ones we receive. The answer is yes — but the mechanism matters enormously, because it determines whether the color lasts, whether it affects strength, and whether it reads as a premium finish or an afterthought.
| Carbon Color Type | How It’s Achieved & Key Characteristics |
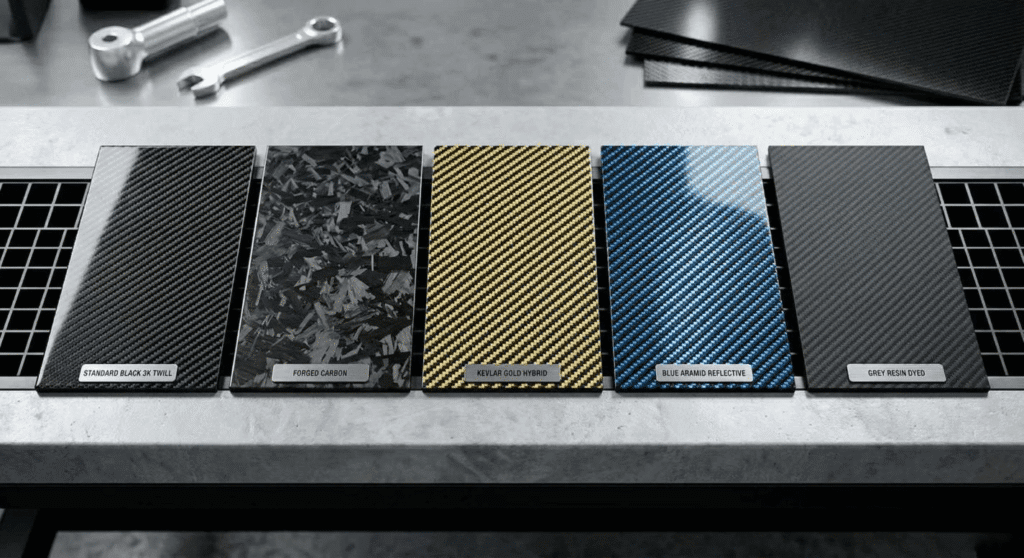
| Standard Black (2×2 Twill / 1×1 Plain Weave) | OEM choice for BMW, Porsche, VW, Ferrari. Carbon fiber color comes from the fiber itself. Finish (glossy/matte) is the only variable. |
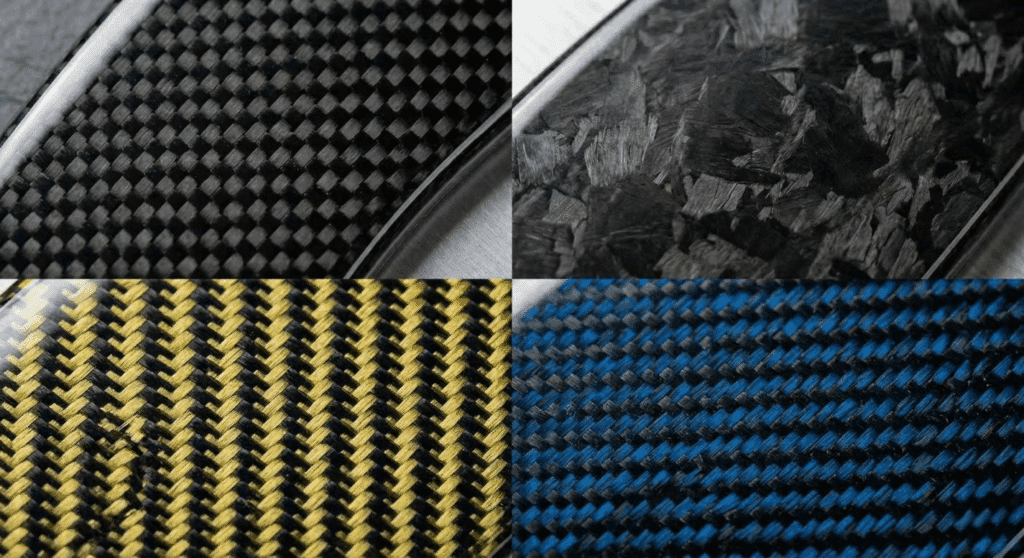
| Forged Carbon | Randomly oriented chopped fiber in resin mold. Marble-like flow pattern. Forged carbon fiber color and texture reads as material-expressive, not decorative. |
| Kevlar (Aramid) Hybrid | Natural yellow-gold aramid tows woven with black carbon. Color is structural — part of the fiber, not a coating. Adds genuine impact resistance. |
| Colored Aramid / Reflections Weave | Blue, red, orange, silver aramid fibers woven with carbon. Produces blue carbon color, grey carbon color, metallic effects at fiber level. UV-stable by nature. |
| Tinted Resin / Colored Finish | Clear resin or top coat carries color tint. Widest color range but durability depends entirely on coating system quality. |
The important distinction for any sourcing manager or product developer: colored carbon fiber achieved through woven-in fiber is structurally permanent and UV-stable by nature of the fiber itself. Color achieved through resin tinting or surface coating depends entirely on the quality of the coating system and the UV protection built into it. Both are legitimate — but they have different durability profiles, different cost structures, and different maintenance requirements.
Custom Carbon Fiber Weave — How Brands Embed Identity into the Material
Carbon fiber color and finish address the visual surface. Custom weave addresses something deeper: identity at the material level. For automotive brands, racing teams, and luxury product manufacturers, this distinction is the difference between a part that looks premium and a part that is definitively theirs.
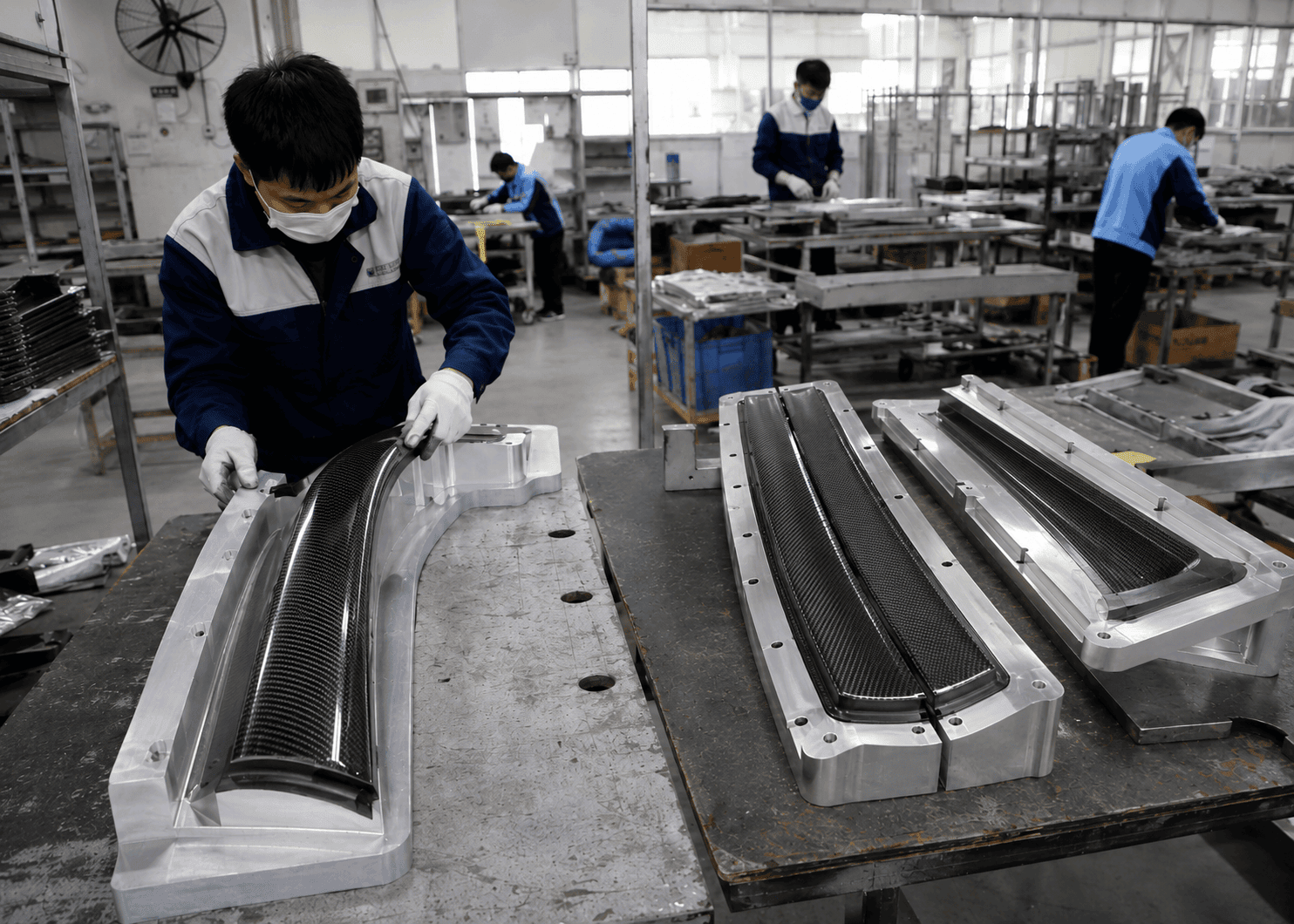
JC Sportline operates its own weaving facility with direct control over yarn specification, weave density, tow count, and pattern direction. This matters for two reasons. First, it means that the carbon fiber weave pattern in every production run is controlled from source — not purchased from a distributor whose batch-to-batch consistency depends on a third party’s standards. Second, it means the weave itself can be engineered to specification, not selected from a catalog.
The most distinctive capability in JC Sportline’s material offering is the integration of Japan-imported troy filament — a specialized yarn system that allows a dedicated weaving machine to embed logos, team names, and brand identifiers directly into the carbon cloth during weaving. This is not embroidery applied after the fact. This is not a decal or a printed label. The pattern is woven into the structural layer of the fabric before lamination. When the part is finished, the identity is inside the material, not on top of it.
For a racing team building a full set of carbon color car body components, this means every panel carries the team identity at the fiber level — visible through the clear coat, permanent for the life of the part, and impossible to replicate without access to the same weaving process. For a luxury brand creating a limited run of signature carbon accessories, custom carbon fiber weave with logo means the product cannot be convincingly faked — the weave pattern itself is the authentication.
When your logo is woven into the carbon fiber — not printed on top of it — it becomes part of the structure. That’s the difference between branding and engineering.
Industrial designers and product developers evaluating carbon suppliers for differentiated programs should ask one question: does this supplier control their weaving process, or are they buying standard fabric and finishing it? The answer determines how much of your product’s identity your supplier actually owns. For designers working on lifestyle products, marine components, or aviation interiors, the same principle applies — colored carbon fiber with embedded identity markers commands a price premium that generic black carbon cannot.

Does Changing Carbon Fiber Color Affect Structural Strength?
This is the question every engineer in the room is thinking and most buyers are too cautious to ask directly: can carbon fiber be colored without losing strength?
The direct answer: yes, when the coloring method is correctly specified and the full material system is validated together. The color itself — whether achieved through aramid hybrid weave, colored resin, or surface coating — does not reduce the strength of the carbon fiber. Carbon fiber’s tensile strength is a property of the fiber, not of the surface.
What does affect strength is substituting the wrong material in the wrong location, reducing fiber volume fraction through resin-heavy tinting, or applying surface coatings that introduce thermal stress incompatibility. These are engineering failures, not coloring failures. They happen when color is treated as an afterthought — specified late, sourced separately, and added to a laminate schedule that was designed without accounting for them.
JC Sportline’s approach to any colored carbon fiber project begins in the laboratory before it begins in the mold. The validation process covers the complete material system:
- Thermal performance: every resin and coating is verified against operating conditions. For high-temperature applications — intake manifolds, engine bay components, exhaust-adjacent parts — this means heat cycling to 120°C followed by static pressure testing at 0.7MPa (7 bar) in an explosion-proof chamber. A part that passes this test sequence has demonstrated structural integrity under conditions more demanding than most real-world use cases.
- UV stability: 2,000-hour accelerated exposure testing covers the resin system, the color tint layer if applicable, and the surface coating as an integrated system. A carbon blue color tinted resin that yellows at 800 hours is not a viable specification for an automotive exterior part, regardless of how it looks in the initial sample.
- Structural validation: finite element analysis (FEA) is applied to structural components to verify that the laminate schedule — including any hybrid fiber layers like Kevlar — delivers the required load distribution and deflection behavior. The material parameters JC uses are drawn from physical testing of their own materials, not generic industry tables.
The conclusion for any engineer evaluating carbon fiber color options for a structural application: color is safe when your supplier treats it as a system engineering problem, not a finishing decision. If a supplier quotes you a colored carbon part without asking about operating temperature, UV exposure, and load requirements — that is the supplier to avoid.
How to Choose the Right Carbon Color for Your Project
By this point, the decision framework should be taking shape. Here is how to structure the conversation with your engineering team and your supplier before a single gram of carbon fiber is cut.
First, define the operating environment. A carbon color car exterior component on a vehicle used outdoors in full sun requires a coating system with UV inhibitors rated for automotive-grade exterior exposure. A marine cabin interior part faces humidity and salt air, not UV. An aircraft interior component faces FAR 25.853 flammability standards that constrain which resin systems you can use, which in turn constrains your color options. Carbon fiber color options for automotive applications are not the same list as options for marine or aerospace — the environment filters the menu significantly.
Second, decide on the color implementation method. Woven-in colored fiber (aramid hybrid, troy filament custom weave) delivers the most durable, material-level color expression. Tinted resin delivers subtle hue shifts while maintaining carbon texture. Surface coating delivers the widest color range but places the durability burden entirely on the coating system’s quality. Each has legitimate applications. None is universally superior.
Third, determine the brand intent. If you need visual differentiation that a competitor can match within one season by sourcing a similar fabric, surface coating is sufficient. If you need the product’s visual identity to be manufacturing-locked — genuinely difficult to replicate — custom carbon fiber weave with logo or proprietary troy filament integration is the specification that achieves that.
Fourth, model the cost structure honestly. Forged carbon fiber color and texture options carry different tooling and labor costs than standard twill. Colored aramid hybrid fabrics carry a material premium. Custom weave with logo integration requires dedicated machine setup. None of these costs should surprise you at quoting stage — but they will if you specify color requirements after tooling has already been finalized.
JC Sportline’s engineering team provides a free technical feasibility report within 24 hours of project inquiry, covering material selection, structural analysis, and cost optimization for your specific application — whether you’re building automotive carbon fiber parts, marine carbon fiber products, or aircraft carbon fiber parts. The 1,400 m² R&D center in Shenzhen exists specifically for this kind of upstream collaboration, because color decisions made in the design phase cost nothing to change. Color decisions made after tooling cost significantly more.
Conclusion
Carbon fiber color is one of the most misunderstood specifications in composite product development. Most buyers treat it as the last decision — something chosen from a sample card after the structural design is finalized. The manufacturers who build genuinely differentiated, durable, high-performance carbon products treat it as one of the first.
Black is not a limitation. It is a starting point. From there, the weave pattern, finish system, hybrid fiber selection, resin tinting, and custom identity integration are all engineering levers — each with specific performance implications, cost consequences, and visual outcomes.
JC Sportline has spent 20 years building the capability to handle every one of those levers in a single supply chain: from yarn sourcing and weaving to lamination, testing, and surface finishing. The colored carbon fiber products we deliver are not visually differentiated by chance. They are engineered to be visually, structurally, and commercially distinct.
If you are working on a project that demands more from carbon fiber color than a standard black part can provide — bring us the brief. We will tell you, within 24 hours, exactly what is achievable and at what cost.
FAQ
1. What is the natural color of carbon fiber and why?
Carbon fiber is black at the material level because its graphitic crystal structure absorbs nearly all visible light wavelengths without selective reflection. This is determined by the carbonization process during manufacturing — it is a physical property of the fiber itself, not a dye or pigment.
2. Can carbon fiber be made in colors other than black?
Yes — through several distinct methods. Colored aramid fibers (like Kevlar or blue/red aramid) can be woven with carbon tows to create hybrid fabrics with genuine color at the fiber level. Resin tinting shifts the overall hue while maintaining carbon texture. Surface coatings offer the widest color range. Custom weaving with specialty yarns (including logo integration via troy filament) creates identity-level differentiation that is essentially impossible to replicate without the same process.
3. Does colored carbon fiber lose strength compared to standard black carbon fiber?
Not when the material system is correctly specified. Carbon fiber’s structural strength is a property of the fiber, not the color. What affects strength is incorrect material substitution, reduced fiber volume fraction from excessive resin, or thermally incompatible coating systems. These are engineering errors, not coloring consequences. Every colored carbon fiber project at JC Sportline goes through laboratory validation — including 120°C thermal cycling, 7 bar pressure testing, and 2,000-hour UV exposure — before production approval.
4. What is the difference between matte and glossy carbon fiber finish?
Glossy finish uses a high-clarity clear coat that reflects light directionally, maximizing depth and shine while emphasizing the weave pattern’s three-dimensional character. Matte finish uses a coating formulation that scatters light uniformly, creating a flat, textured appearance that reads as more technical and restrained. They are not the same finish applied differently — they require different coating formulations and have different UV durability profiles depending on the application environment.
5. What is Kevlar and how does it change the color of carbon fiber products?
Kevlar is the brand name for aramid fiber — a synthetic material with exceptional tensile strength and impact resistance used in ballistic protection and safety equipment. In its natural form, Kevlar is yellow-gold. When woven into a hybrid fabric with black carbon fiber, it creates a visible two-tone pattern. The color is structural, not applied — it is part of the fiber, not a coating. Kevlar hybrid carbon also delivers genuine performance benefits: improved impact toughness and damage tolerance compared to all-carbon laminates.
6. Can I have my brand logo woven directly into the carbon fiber fabric?
Yes — this is a capability JC Sportline offers using Japan-imported troy filament and dedicated weaving machines. The logo or team name is woven into the carbon cloth as part of the fabric structure, not applied after lamination. It is visible through the clear coat as part of the finished part’s surface, is permanent for the life of the component, and cannot be replicated without access to the same weaving process. Minimum production volumes and setup costs apply — contact our engineering team for project-specific feasibility.