Walk into any performance automotive forum and you’ll find the same argument playing out: someone paid $80 for a carbon fiber front lip, someone else paid $480 for what looks identical, and neither can clearly explain why the price gap exists.
The answer isn’t in the weave pattern. Two parts can carry the same 2×2 twill visual, sit on completely different substrates, cure through completely different processes, and perform at completely different structural levels. Carbon fiber quality is determined by three engineering variables — material structure, manufacturing process, and finish execution — not by how a surface looks under showroom lighting.
That distinction matters whether you’re a performance car enthusiast sourcing aero components for track use, an industrial designer validating a composite prototype, or a sourcing manager comparing supplier quotations for an OEM program. The evaluation framework is identical across all three. This guide covers five concrete dimensions you can apply before any purchase decision.
Why the Carbon Weave Pattern Is the Wrong Place to Start
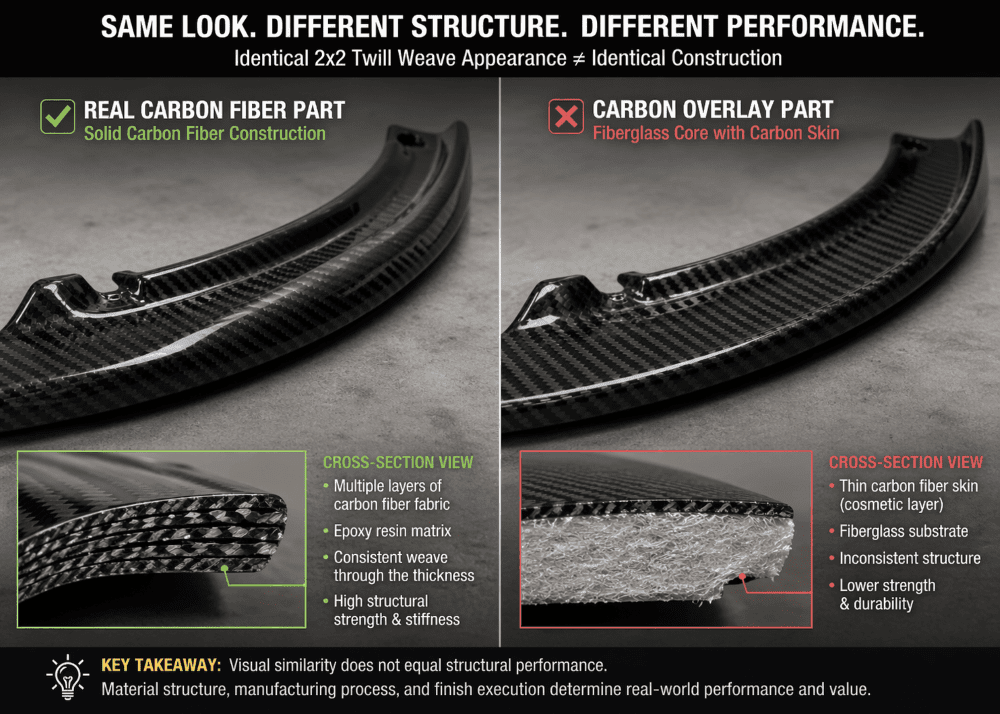
Most buyers start by looking at the surface. The woven pattern is the most visible feature, so that’s where attention goes. The problem is that the same visual can come from three completely different constructions:
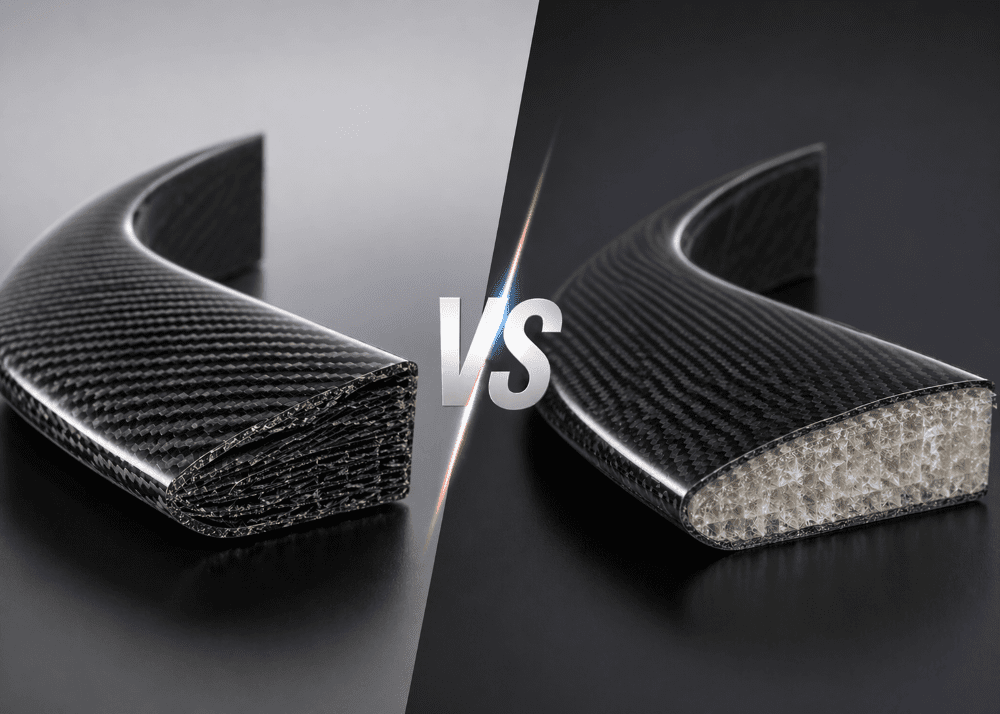
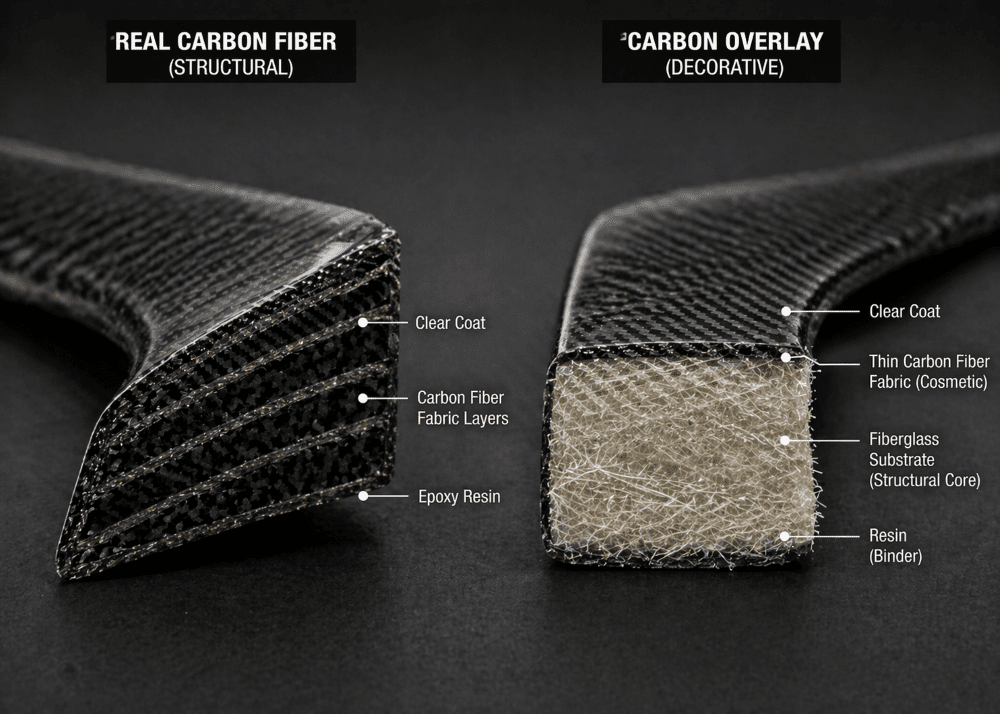
Real vs fake carbon fiber is a substrate question, not a surface question. A genuine structural carbon fiber part has carbon fabric running through the entire cross-section, bonded with resin, carrying load. A carbon overlay part uses fiberglass or ABS as the structural base — the carbon fabric on top is decorative, contributing zero to stiffness or strength. A third category is ABS plastic with a printed carbon-look film that has no relationship to carbon fiber manufacturing whatsoever.
Under direct frontal lighting, these three are visually indistinguishable. The divergence shows up in weight, stiffness, dimensional stability after thermal cycling, and how the part holds up after six months of road or track exposure. Evaluating carbon fiber surface finish differences before confirming what lies underneath is solving the wrong problem first.
The 5-Dimension Framework for Evaluating Carbon Fiber Quality
1. Material Structure — Is There Actually Carbon Fiber Fabric Inside?
Tap the part with a knuckle. A genuine structural carbon fiber part produces a hard, slightly brittle acoustic response. A fiberglass-core overlay part sounds noticeably duller and lower in pitch. That’s a starting point, not a definitive test.
The more reliable method is the edge. On any trimmed or cut surface, look at the cross-section. High quality carbon fiber structural components show clearly visible stacked layers of carbon fabric running through the entire thickness. If the edge reveals a thick base layer in a different color — grey, cream, or translucent — with only a thin dark skin on the surface, the construction is overlay, not structural.
How to identify carbon fiber from an engineering standpoint: the fiber must run through the part, not sit on top of it. A component marketed as a weight-reduction upgrade but built on a fiberglass substrate delivers fiberglass performance at a carbon fiber price. That gap is the single most common source of buyer disappointment in the aftermarket.
2. Manufacturing Process — Dry Carbon vs Wet Carbon Is the Biggest Quality Divide
This is where carbon fiber quality diverges most significantly, and it’s the dimension suppliers are least likely to volunteer.
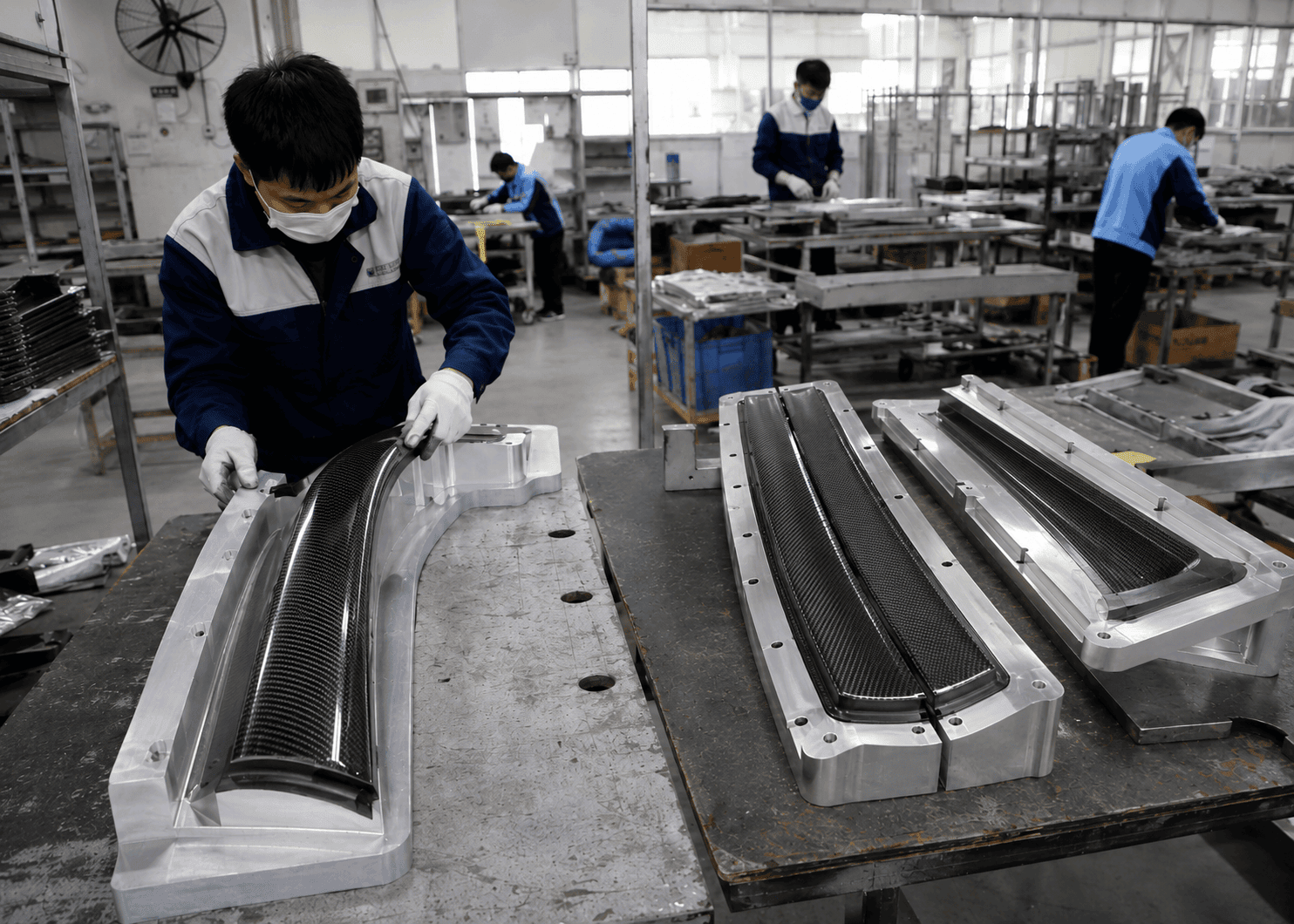
Wet carbon (wet lay-up): Workers manually wet out carbon fabric with liquid resin at the open mold. Fiber volume fraction typically falls below 40%. Resin content varies by workstation, worker experience, and ambient humidity. Void content is higher. The result is heavier per unit thickness and structurally inconsistent compared to the material’s tested performance.
Dry carbon (prepreg + autoclave): Prepreg material arrives with resin content factory-controlled at the fiber level. Parts cure inside an autoclave under elevated temperature and pressure — at JCSPORTLINE, the standard autoclave cycle runs at 150°C under 6 bar pressure — consolidating the laminate to fiber volume fractions above 60% with minimal void content. The output is a measurably lighter, stiffer, and dimensionally tighter part, batch after batch.
JCSPORTLINE operates both processes. Wet lay-up is appropriate for specific large-format or low-volume applications where the structural demand is limited. For structural components, performance-critical brackets, or any part where dimensional consistency matters across production runs, prepreg autoclave is the correct process — and the one worth paying for.
The carbon fiber manufacturing process determines the performance ceiling. A prepreg autoclave part and a wet lay-up part made from identical fiber grade will not perform the same. Ask any supplier directly: “Is this prepreg autoclave or wet lay-up?” That one question eliminates more bad purchasing decisions than any visual inspection.

3. Weight — The Most Honest Indicator You Can Test Immediately
Strong lightweight carbon fiber is a measurable property. Carbon fiber composite density sits at approximately 1.5–1.6 g/cm³. Fiberglass runs 1.8–2.0 g/cm³. A part claiming to be full carbon but weighing as much as a comparable fiberglass component has a material composition problem worth investigating before purchase.
The numbers are concrete. In JCSPORTLINE’s FEA comparative analysis of an automotive roof front cross-beam, the carbon fiber composite version weighed 0.718 kg against the metal equivalent at 1.2 kg — a 53.7% reduction at equivalent structural load capacity. This is what verified carbon fiber vs fiberglass and metal weight reduction looks like when it comes from engineering data rather than a product description.
For automotive professionals fitting components to a track car where unsprung and total vehicle weight directly affect handling, or for mechanical engineers developing a composite bracket where mass budget is a hard constraint, weight is the first verification step that costs nothing and requires no equipment. Weigh the part. Compare it against published specifications for fiberglass equivalents in the same application. If the numbers don’t support the claimed construction, the construction should be questioned.
4. Surface Finish — What Uniform Weave Actually Tells You
Carbon fiber surface finish differences between high and low quality parts become visible once you know what to look for — and they indicate more than aesthetics.
On a well-manufactured part, the weave holds consistent orientation across the entire surface, including around corners and compound curves. Twill or plain grids are equal in size and spacing throughout. There are no resin-rich spots (small glossy pools surrounded by matte fiber texture), no pinholes, and no areas where fabric has shifted or bunched at a radius.
Low-quality indicators are specific: fabric distortion at any bend tighter than approximately 25mm radius, inconsistent gloss level across a single panel, texture that differs between adjacent sections, or UV topcoat thin enough to show yellowing within a season of outdoor exposure.
The reason how to check carbon fiber weave pattern consistency matters beyond visual quality: fiber orientation is structural performance. Carbon fiber is anisotropic — strength runs along the fiber direction. A weave that has distorted around a corner has locally rotated fiber angles away from the designed load path. That corner carries less load than the engineering specification assumed. On a structural part, that is not a cosmetic defect.
5. Testability — Can the Manufacturer Prove What They’re Claiming?
Signs of high quality carbon fiber parts extend beyond the physical object to the documentation behind it. A manufacturer who can specify fiber grade, resin system, curing cycle parameters, and fiber volume fraction is operating at a fundamentally different level than one who cannot.
Ask for a material specification sheet. Ask whether the part was processed under controlled autoclave conditions or open-mold wet lay-up. Ask if there is internal or third-party test data — mechanical, dimensional, or process validation — supporting the claimed properties.
A supplier who cannot answer these questions with specifics is not a manufacturer in the engineering sense of the word. They are an assembler working from unverified inputs. For decorative, non-load-bearing applications, that may be acceptable. For any structural, safety-adjacent, or precision-fit component, unverifiable process inputs represent an unacceptable quality risk. Require documentation before committing to tooling, production orders, or program approval.
The carbon material manufacturing validation process and carbon fiber testing equipment capabilities a supplier maintains are the most direct indicators of whether their quality claims are auditable or aspirational.

Carbon Fiber vs Fiberglass — The Numbers Behind the Price Gap
The carbon fiber vs fiberglass strength and weight difference is not a matter of degree. It is a different engineering category, and the price reflects that.
| Performance Metric | Metal (Reference) | High-Quality CF Composite |
| Weight (roof cross-beam) | 1.2 kg | 0.718 kg (−53.7%) |
| Bending stiffness | 152 N/mm | 284.3 N/mm (+87%) |
| Maximum bending load | 1,018 N | 2,681 N (+163%) |
| Axial tensile stiffness | 12,500 N/mm | 18,518 N/mm (+48%) |
Source: JCSPORTLINE FEA comparative analysis, carbon fiber composite vs. metal roof front cross-beam, 2023
Why carbon fiber parts are more expensive than fiberglass traces directly to raw material cost, the controlled manufacturing environment required for autoclave processing, and the skilled labor needed to process prepreg correctly. Each line in the table above is the engineering justification for the price premium. Fiberglass can replicate the surface appearance at lower cost. It cannot replicate the structural performance.
For composite specialists and R&D engineers developing lightweight structural assemblies, or for automotive professionals evaluating whether a carbon fiber upgrade delivers measurable handling improvement over a fiberglass equivalent, the performance differential in this table is not marginal — it is the basis of the decision.
Red Flags When Shopping: A Pre-Purchase Checklist
Before any carbon fiber buying guide evaluation concludes, run through these points:
- Part claims “full carbon” but weighs comparable to a known fiberglass equivalent
- Supplier cannot specify fiber grade, resin system, or curing method
- Surface weave distorts visibly at corners or compound curves
- Edge cross-section shows a thick substrate with only a thin surface skin
- Pricing matches fiberglass-tier product with no explanation of construction difference
- Resin-rich spots, pinholes, or inconsistent surface gloss visible under side-angle lighting
- Confirmed structural high quality carbon fiber: visible stacked carbon layers at any edge, weight consistent with CF density, supplier specifies prepreg autoclave process on request, uniform weave across full panel including all radii.
The carbon overlay process page covers the construction differences in detail if you’re evaluating specific overlay vs. structural part claims.
Conclusion
Carbon fiber quality is an engineering judgment, and every dimension covered here has a concrete verification method: inspect the edge cross-section, ask specifically about the prepreg hot pressing or wet lay-up manufacturing process, weigh the part against published density benchmarks, inspect the surface under side lighting, and require material documentation before committing.
The price gap between a $80 and a $480 carbon fiber part traces back to one or more of these five dimensions. The difference is material construction, process control, and the supplier’s ability to verify what they’re delivering. When those three align — and the documentation proves it — the premium is justified on engineering grounds, not brand perception.
If you’re evaluating suppliers for a new composite component or need to verify whether an existing supply chain is delivering what it claims, JCSPORTLINE’s engineering team provides free technical feasibility assessments within 24 hours, covering material selection, process recommendations, and structural analysis for your specific application.
Frequently Asked Questions
How do I tell the difference between a carbon overlay part and a genuine structural carbon fiber part?
Inspect any trimmed or cut edge on the part. A structural carbon fiber component shows clearly visible stacked carbon fabric layers running through the full cross-section. A carbon overlay part shows a thick base substrate — typically fiberglass or ABS — with only a thin surface layer of carbon fabric. If no edge is accessible, weigh the part against a known fiberglass equivalent of similar geometry; overlay parts are significantly heavier per unit volume because the fiberglass substrate dominates the mass.
What is the real performance difference between dry carbon (prepreg autoclave) and wet carbon?
At equivalent thickness, prepreg autoclave processing achieves fiber volume fractions above 60%, compared to below 40% for typical wet lay-up. Higher fiber volume fraction means higher stiffness and strength per unit weight. The dimensional consistency advantage is equally important for production applications: prepreg resin content is factory-set, not worker-applied, so part-to-part variation is structurally controlled rather than process-dependent. Dry carbon vs wet carbon built from the same fiber grade do not perform at the same level.
Can fiberglass convincingly replicate carbon fiber appearance?
Yes, completely. A fiberglass part with a carbon overlay surface layer is visually indistinguishable from a structural carbon fiber part under normal viewing conditions, including close inspection. The distinction is only detectable at the edge cross-section, through accurate weight measurement, or in mechanical testing. Surface appearance is not a reliable quality indicator for this reason.
A supplier lists “carbon fiber” on the spec sheet but cannot provide process details. Is that acceptable?
For decorative, non-structural parts, missing process documentation is a commercial risk, not necessarily a safety one. For any load-bearing, safety-adjacent, or precision-fit application — automotive structural components, sports equipment under dynamic load, medical device housings — a supplier who cannot specify process parameters is delivering an unverifiable product. Require documented process specifications before approving production.
Does a higher price automatically indicate better carbon fiber quality?
No. Price reflects brand positioning, channel margin, and market segment alongside actual manufacturing quality. Apply the five-dimension framework — material structure, carbon fiber manufacturing process, weight, surface finish, testability — independently of the price point. A mid-range part with documented prepreg autoclave construction and verifiable material specs will outperform an expensive part built on a wet lay-up overlay substrate in every structural metric that matters.