What is carbon fiber in engineering terms is a directionally tunable structural carbon fiber material that delivers three outputs simultaneously: load-bearing capacity, mass reduction, and design geometry that cannot be replicated in metal or plastic. The key word is simultaneously. A product developer or sourcing manager who treats these as separate evaluation criteria is asking the wrong question. The layup that defines where strength goes also defines the surface finish. The manufacturing process that controls structural void content also controls dimensional accuracy. Performance and appearance are not trade-offs in carbon fiber — they are outputs of the same engineering decision.
What Is Carbon Fiber? Definition and Core Composition
What Is Carbon Fiber Made Of?
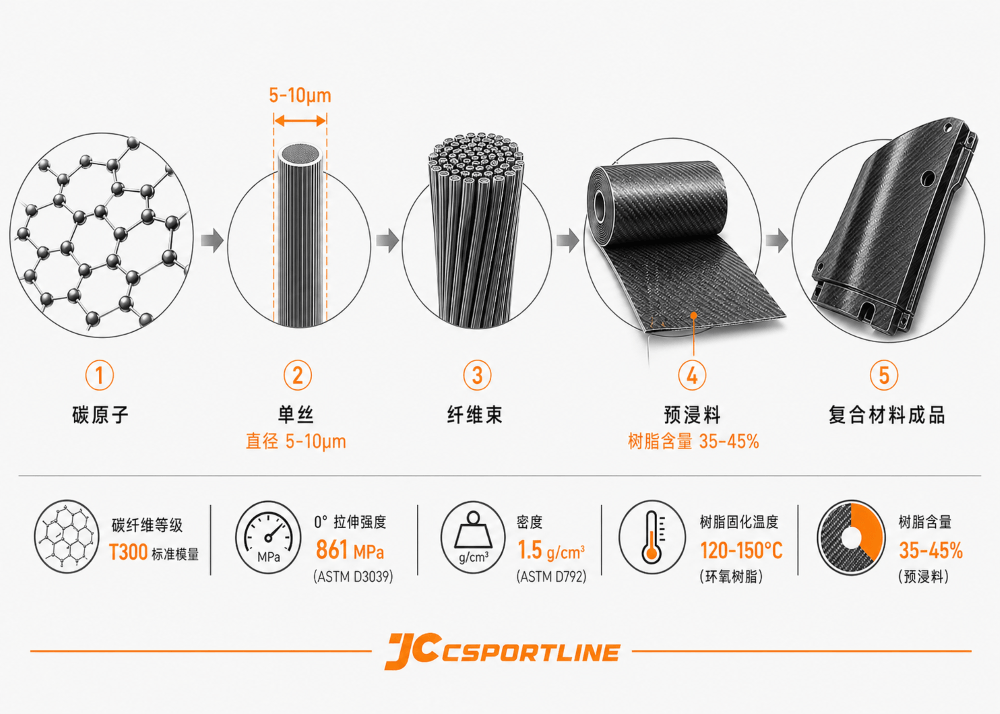
Carbon fiber consists of carbon atoms bonded in a crystalline chain and aligned along the filament axis, forming individual fibers approximately 5–10 micrometers in diameter. That alignment is the direct structural mechanism: tensile loads applied along the fiber axis are resisted by carbon-carbon bonds — among the strongest known in materials science.
A single filament has no useful structural form. In application, carbon fiber composite bonds fiber bundles into a polymer matrix — standard choice is epoxy resin — where fibers carry tensile load and the resin transfers that load between plies, protects fibers from surface damage, and holds the cured part geometry. The fiber grade sets the performance ceiling. T300 standard-modulus carbon fiber — the specification used in JCSPORTLINE’s structural automotive programs — delivers a 0° tensile strength of 861 MPa at 1.5 g/cm³. Higher-modulus grades are specified where controlling elastic deformation under load governs the design, rather than ultimate strength.
What is carbon fiber made of has a second-order answer that matters for buyers: the resin system. Epoxy-based prepreg requires controlled-temperature curing (typically 120–150°C) and is the standard for structural, surface-critical applications. The resin selection determines the maximum service temperature, chemical resistance, and inter-laminar shear strength — properties that don’t appear on fiber datasheets but govern long-term structural integrity.
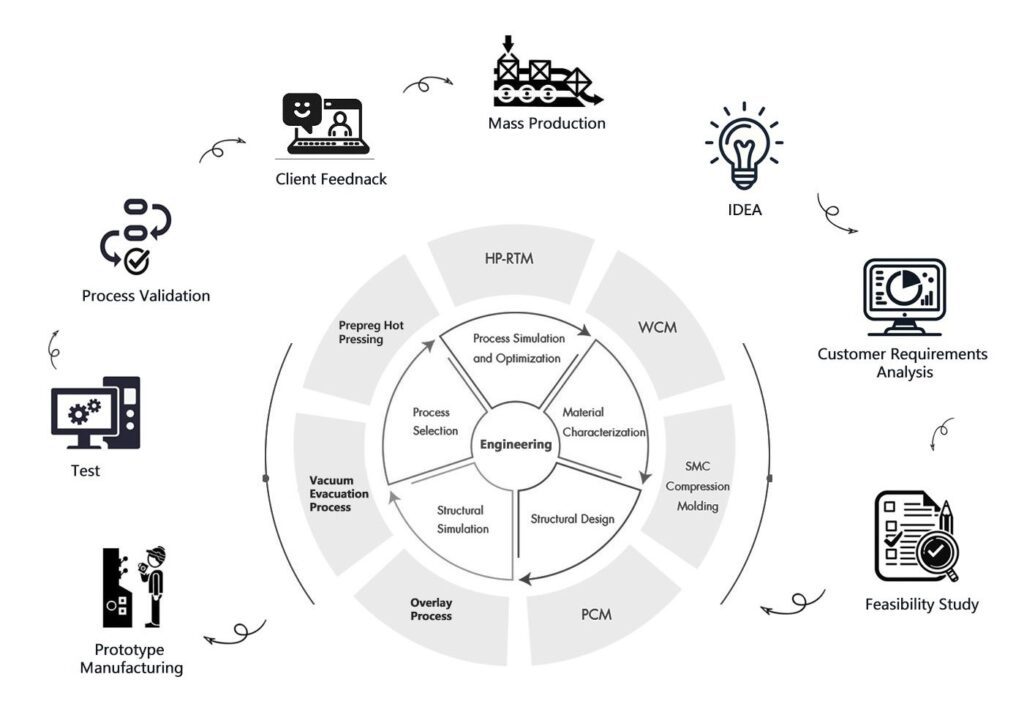
How Carbon Fiber Is Manufactured — Why Process Determines Performance
The carbon fiber layup and manufacturing process is where a part’s structural behavior is set — not at the material purchasing stage. Carbon fiber composite is anisotropic: strength and stiffness are directional, and direction is controlled entirely by fiber orientation during layup. This is the fundamental difference from steel or aluminum, where material properties are the same in all directions.
A 0° unidirectional ply provides maximum axial tensile and compressive stiffness. A ±45° woven ply builds in-plane shear resistance. The layup schedule — each ply’s orientation, fiber areal weight, and position in the stack — is the engineering variable that determines how a finished part distributes load. Two parts made from identical T300 fiber can have structurally opposite behaviors depending on their layup. Specifying “carbon fiber” without specifying layup architecture is like ordering steel without specifying grade or heat treatment.
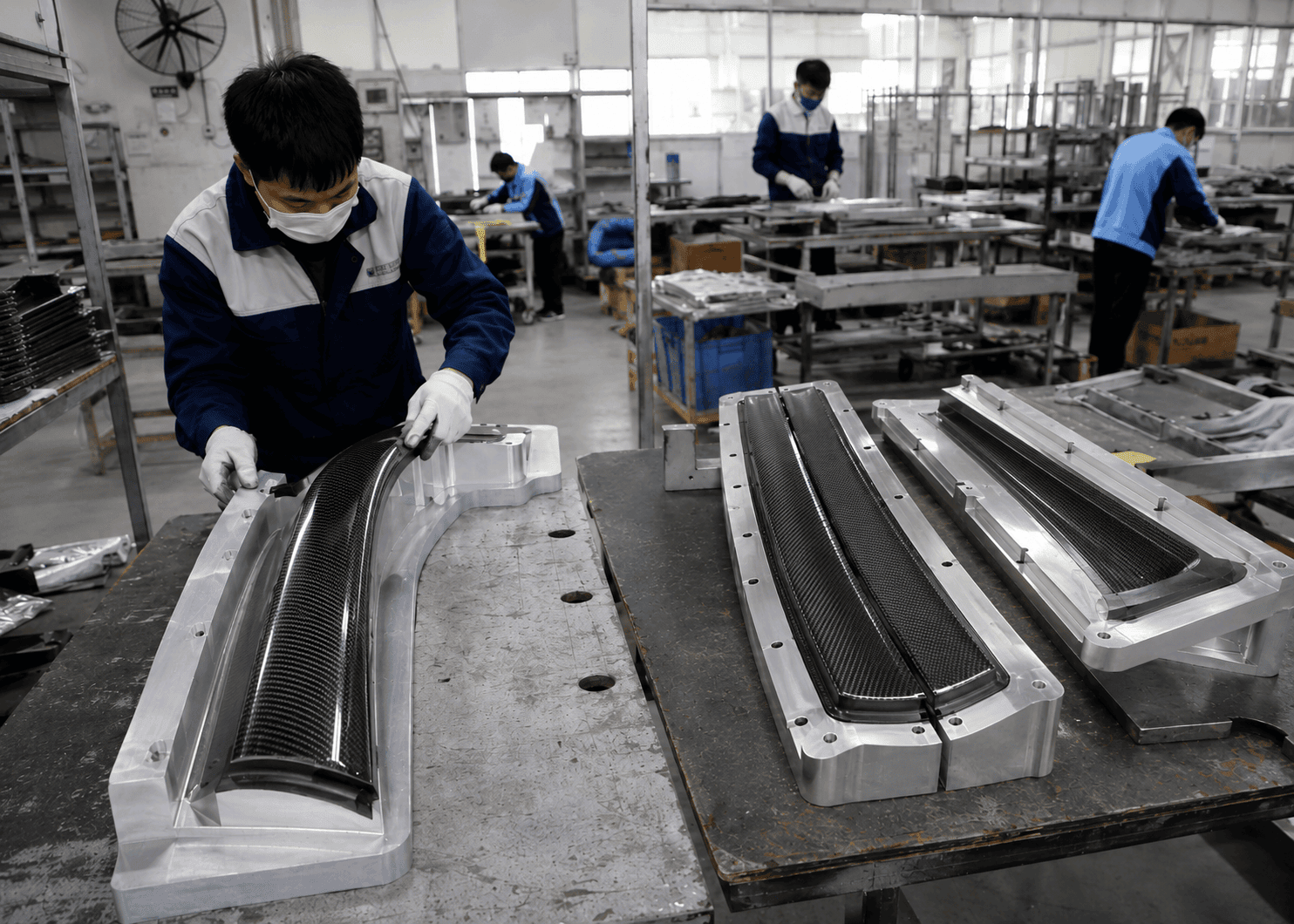
Manufacturing process selection follows volume and performance requirements. Autoclave curing with prepreg achieves void content below 1%, the consistent inter-laminar quality required for aerospace and premium automotive structural components — cured at 150°C under 6 bar for 150 minutes in JCSPORTLINE’s standard structural cycle. HP-RTM suits higher-volume structural parts with controlled fiber preforming and sub-10-minute injection cycles. Wet layup is appropriate for low-volume, lower-specification parts where process investment cannot be justified. Each route produces a structurally different part from the same fiber — process selection is not a cost decision made after engineering, it is part of the engineering itself. carbon fiber design services
Key Carbon Fiber Properties You Need to Understand Before Specifying It
Carbon fiber properties appear in supplier datasheets as tensile strength and elastic modulus figures. They are not the same measurement, they do not move together, and confusing them causes structural specification errors.
Carbon fiber strength — tensile strength — is the load per unit area at which the material fails. T300 unidirectional carbon fiber: 861 MPa at 0°, 1.5 g/cm³. High-strength structural steel: 800–1,000 MPa at 7.85 g/cm³. The carbon fiber strength to weight ratio resolves the comparison: at one-fifth the density of steel, carbon fiber delivers equivalent or higher load capacity per kilogram. Why is carbon fiber so strong along its fiber axis is a direct consequence of the crystalline carbon alignment — the same mechanism that makes it brittle under transverse impact. That brittleness is not a defect to be managed around; it is a material behavior to be designed for. Layup architecture and part geometry determine whether impact loads ever reach the fiber orientation where brittle fracture initiates.
Stiffness — elastic modulus — governs how much a part deforms under load before failure, which in many structural applications is the binding constraint, not strength. A crossbeam that deflects 8mm under body load may be structurally intact but dimensionally non-functional. Stiffness is where carbon fiber’s anisotropy delivers its most useful capability: it can be placed where the load path demands it, without increasing cross-section or adding mass elsewhere.
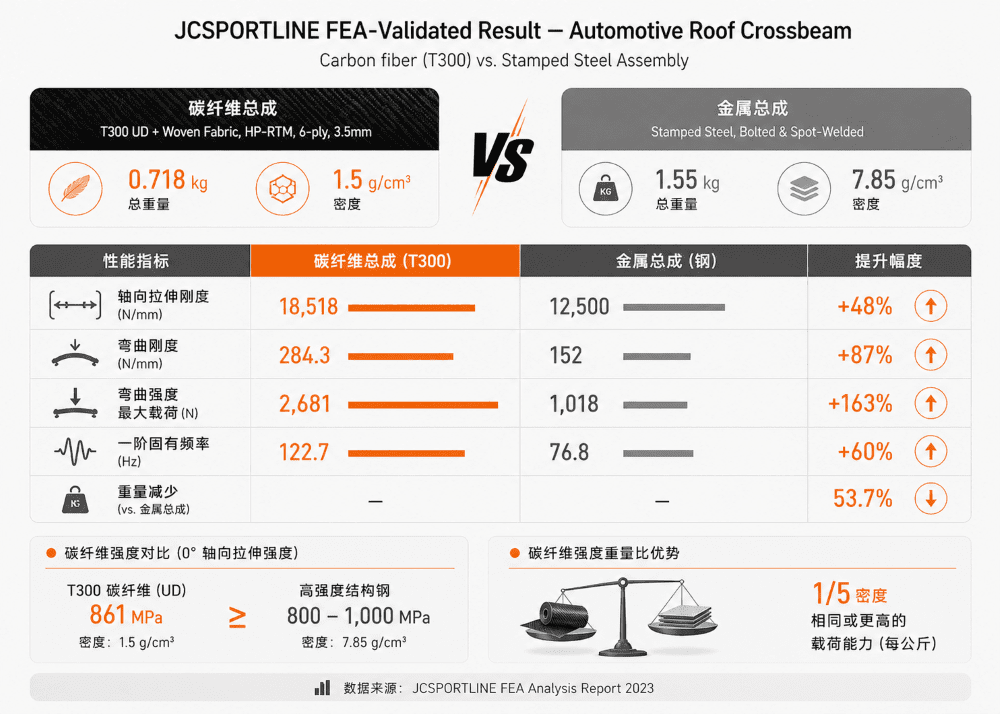
JCSPORTLINE FEA-Validated Result — Automotive Roof Crossbeam: Carbon fiber assembly (T300 UD + woven fabric, HP-RTM, 6-ply, 3.5mm, 0.718kg) vs. metal assembly (stamped steel, 1.55kg). Axial tensile stiffness: +48% | Bending stiffness: +87% | Peak bending load: +163% | First-mode frequency: +60% | Mass reduction: 53.7%
The numbers from JCSPORTLINE’s FEA-validated automotive roof crossbeam program establish what this looks like in a production context. Carbon fiber assembly: T300 unidirectional and woven fabric, HP-RTM, 6-ply stack (four 0° UD layers at 0.75mm each, two ±45° woven layers at 0.25mm each), 3.5mm total thickness, 0.718kg. Metal assembly: two stamped steel components, bolted and spot-welded, 1.55kg total. Results: axial tensile stiffness 18,518 N/mm vs. 12,500 N/mm (+48%); bending stiffness 284.3 N/mm vs. 152 N/mm (+87%); peak bending load 2,681 N vs. 1,018 N (+163%); constrained first-mode frequency 122.7 Hz vs. 76.8 Hz (+60%); mass reduction 53.7%. For mechanical engineers and OEM program managers working through a material substitution decision, these are the reference numbers — not industry ranges or marketing claims.
Carbon fiber weight reduction of that magnitude changes the structural dynamic of the assembly, not just the shipping cost.
Carbon Fiber vs. Other Materials — Where It Wins and Where It Doesn’t
| Material | Density (g/cm³) | Tensile Strength (MPa) | Corrosion Resistance | Design Flexibility |
| Carbon Fiber Composite | 1.5–1.6 | 500–900+ | Excellent | High — layup tunable |
| High-Strength Steel | 7.85 | 800–1,000 | Poor | Low |
| Aluminum Alloy | 2.7 | 200–500 | Moderate | Moderate |
| Fiberglass Composite | 1.8–2.0 | 200–400 | Excellent | High |
Advantages of Carbon Fiber Over Steel — What Structural Data Shows
The advantages of carbon fiber over steel are load-case specific, not universal. In stiffness-critical, weight-sensitive structural applications — the conditions that defined the crossbeam program above — carbon fiber vs steel produces outcomes that cannot be matched within the same mass budget.
53.7% mass reduction with +163% peak bending load and +60% first-mode frequency improvement: those results from a single validated program define the envelope of what material substitution delivers when the engineering is done correctly. For procurement officers and OEM program managers comparing suppliers on material performance claims, the question to ask is not “is carbon fiber stronger?” — it is “can you show me validated structural data for a comparable geometry under comparable loading?” The number exists or it doesn’t. carbon fiber vs aluminum strength weight cost
Carbon fiber vs aluminum weight comparison presents a different trade-off. Aluminum sits at 2.7 g/cm³ — roughly one-third of steel but still 70–80% heavier than carbon fiber composite. Its elastic modulus (~70 GPa) is substantially below T300 unidirectional carbon in the fiber direction (~90 GPa) at one-half the density. For applications where stiffness-to-weight is the governing metric and the load is primarily axial or bending, carbon fiber outperforms aluminum structurally and by mass — at higher tooling and material cost, which requires volume and application validation.
Carbon Fiber Applications Across Industries
How is carbon fiber used in different industries reduces to one consistent engineering requirement: maximum structural output per unit mass, in a defined geometry, under a specific load case. The industry changes; the requirement does not.
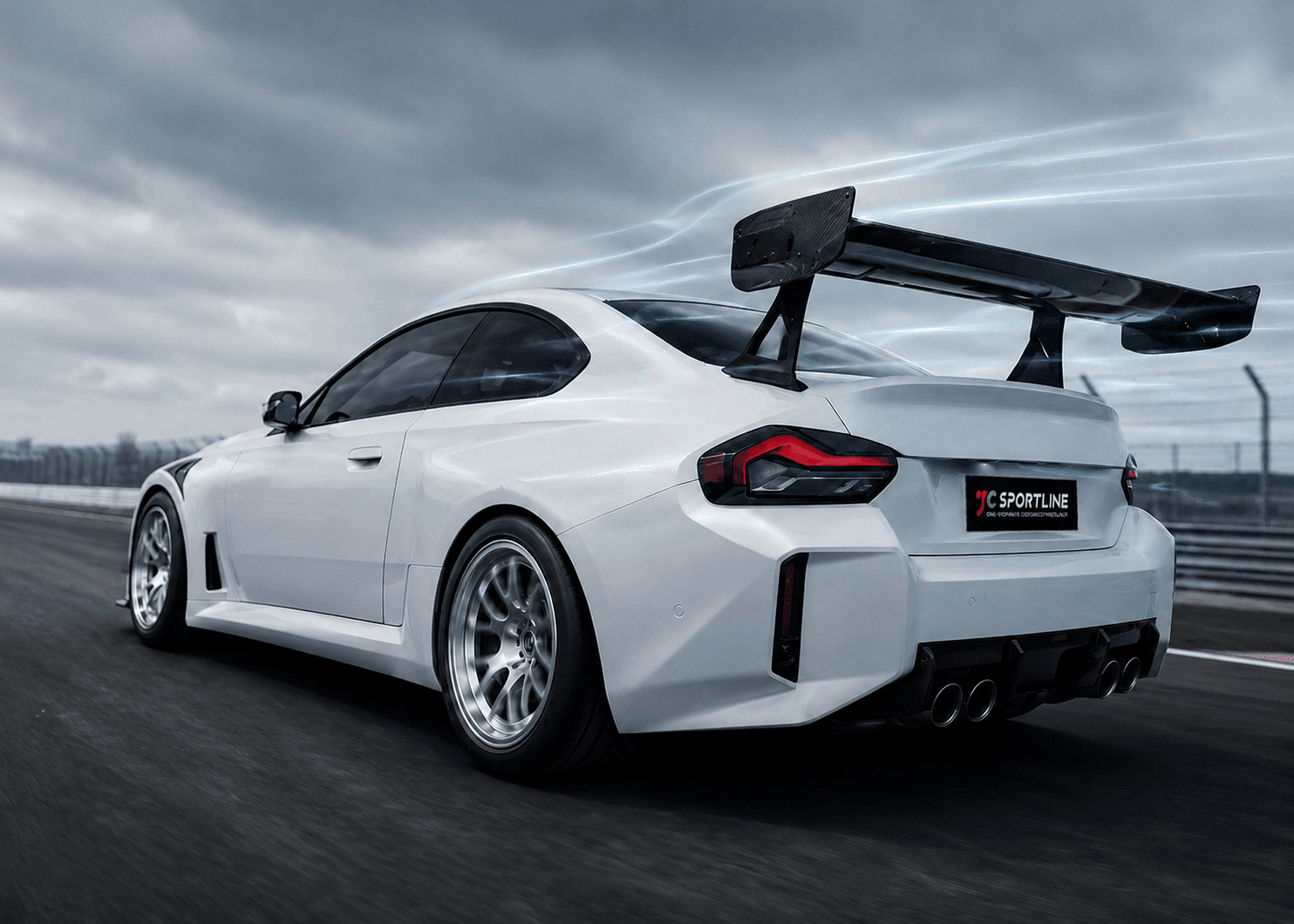
Automotive is where carbon fiber automotive parts performance has the most documented validation. Structural applications — crossbeams, chassis reinforcement, subframe inserts — require FEA validation, process-controlled manufacturing, and dimensional verification before specification. Aftermarket and performance vehicle applications — hoods, diffusers, roof panels, mirror housings — prioritize surface quality and dimensional repeatability at scale. For performance vehicle owners: the mass reduction changes chassis dynamics, not just weight on a scale. Reduced sprung mass raises the natural frequency of the suspension system. A carbon fiber roof lowers center of gravity relative to an equivalent steel panel. These are measurable changes in vehicle behavior, not aesthetic upgrades.
Aerospace specifies carbon fiber uses where lifecycle fuel savings convert weight reduction directly to operating cost. Marine and offshore depend on carbon fiber corrosion resistance — no galvanic corrosion, no rust, no surface treatment required in saltwater environments, no mass penalty from protective coatings. Medical device manufacturers specify carbon fiber for imaging tables and surgical positioning equipment because it is radiolucent: X-ray and CT imaging passes through it without artifact or attenuation. Industrial robotics uses carbon fiber in long-reach arm geometries where aluminum at the same section produces resonance that reduces positioning accuracy and cycle speed — carbon fiber’s higher stiffness-to-mass ratio at those geometries eliminates the resonance problem. carbon fiber products industry solutions

Carbon Fiber Benefits Beyond Lightweighting — Performance and Aesthetics Are the Same Engineering Decision
The assumption that carbon fiber benefits split into two tracks — structural performance for the engineer, visual appeal for the end user — is wrong, and the manufacturing process shows exactly why.
The surface of a carbon fiber part — the 2×2 twill weave, the matte or gloss finish, the visible fiber architecture — comes from the outermost ply: typically a 0.25mm woven fabric layer placed first against the mold surface. The structural core of that same part is built in the same cure cycle: unidirectional plies stacked at designed orientations, consolidated under the same temperature and pressure, in the same tool. There is no separate cosmetic step. The surface finish is a product of the layup system, not an addition to it.
For product developers evaluating carbon fiber for product development: this means that a correctly specified carbon fiber component delivers structural performance, weight reduction, and surface differentiation through a single manufacturing decision — not three separate ones. For sourcing managers: a part that visually communicates its material through the weave pattern on its surface cannot be replicated by surface coating, paint, or texture treatment applied to metal or plastic. The visual is structural — it is the fiber. carbon fiber materials applications brand differentiation
Is Carbon Fiber Worth the Cost?
Is carbon fiber worth the cost has a specific answer for each application — not a general one.
Carbon fiber weight reduction generates direct economic value when it reduces fuel or energy consumption at scale, when it enables a product to meet a weight specification it cannot meet in metal, or when it improves competitive performance in athletic or motorsport applications. Carbon fiber corrosion resistance generates lifecycle cost savings when it eliminates coating, treatment, and replacement cycles that steel or aluminum would require. When the only output is visual differentiation with no structural or operational benefit, the premium has to be justified at the brand level — which is a legitimate but separate calculation.
Cost is driven by four variables: raw material specification, tooling complexity, manufacturing process, and production volume. Process route and volume are within a buyer’s control. Autoclave prepreg at low volume gives the highest structural quality and the highest unit cost. HP-RTM at mid-volume reduces cycle time and direct labor significantly while maintaining controlled fiber architecture. Semi-automated infusion at high volume can drive unit cost to ranges competitive with precision aluminum casting, where the structural benefit justifies the tooling investment. None of these transitions can be made after a tool is built — the mold must be designed for the target process from the start, which is why the manufacturing route decision belongs in the engineering phase, not the procurement phase.
The most expensive error in a carbon fiber program is committing tooling investment before validating the layup against the load case. A corrected mold costs more than the feasibility analysis that would have prevented the error. carbon mass production
Conclusion
What is carbon fiber without the framing: it is a composite structural material whose outputs — directional carbon fiber strength, structural efficiency through carbon fiber weight reduction, corrosion immunity, and tunable stiffness — are all engineered through layup design. The surface you see and the load the structure carries are both products of the same manufacturing decision.
For product developers, OEM engineers, sourcing managers, and procurement officers: the relevant question is not whether carbon fiber applications are generically superior to metal. It is whether your specific load case, weight constraint, production volume, and budget create the conditions where carbon fiber delivers a net structural and commercial advantage. The answer requires a validated feasibility analysis — not a datasheet comparison.
JCSPORTLINE provides free technical feasibility reviews — material selection, layup strategy, tooling approach, and cost modeling — within 24 hours of receiving your CAD data. Contact our engineering team to begin.
Frequently Asked Questions
1. Is carbon fiber stronger than steel in every situation?
No. Carbon fiber strength per unit weight exceeds high-strength steel along the fiber axis — our FEA data shows a 163% increase in peak bending load at 53.7% lower mass for equivalent automotive structural geometry. Under transverse impact, carbon fiber fractures in brittle mode; steel deforms progressively. For crash-energy-management structures, metal is the correct choice. The material selection depends on the load case, not a general hierarchy.
2. Does carbon fiber crack under normal service conditions?
In a correctly designed and manufactured part, no. Cracking and delamination occur when a part is loaded outside its design envelope — particularly under out-of-plane impact — or when void content from inconsistent manufacturing creates internal stress concentrations. A carbon fiber composite produced with process-controlled void content below 1% and a layup validated against the service load case is structurally durable under its intended conditions. Surface crazing is cosmetic; structural delamination is an engineering failure that indicates either design error or manufacturing deficiency.
3. What is the difference between carbon fiber and fiberglass?
Both are fiber-reinforced polymer composites. Carbon fiber material delivers elastic modulus of 63–90 GPa (depending on fiber grade and orientation) at 1.5–1.6 g/cm³. Fiberglass delivers 15–25 GPa at 1.8–2.0 g/cm³. For applications where the carbon fiber strength to weight ratio and stiffness-to-weight ratio govern the design, carbon fiber is the specification. Fiberglass is cost-effective and structurally adequate for lower-stiffness, higher-impact-tolerance applications.
4. Can carbon fiber directly replace metal in a structural component?
Not as a geometry-identical material swap. Because carbon fiber properties are directional, the layup must be designed around the specific load path — and the part geometry often requires modification for manufacturability (draft angles, minimum bend radii, wall thickness transitions). Structural substitution requires DFM review, layup schedule design, and FEA validation. JCSPORTLINE has completed this process for automotive structural components with published FEA results across five load cases.
5. What drives carbon fiber part cost, and what can a buyer control?
Four variables: raw material grade, tooling complexity, manufacturing process, and production volume. Process and volume are the primary levers. Transitioning from Autoclave prepreg at low volume to HP-RTM at mid-volume substantially reduces cycle time and direct labor cost without compromising structural performance — provided the part and mold were designed for the target process from the start. Post-tooling process changes require mold modification or replacement.
6. How do I know if my design is manufacturable in carbon fiber?
The three critical checkpoints: sufficient draft angles for demolding without surface damage, minimum internal radii to prevent fiber bridging (typically ≥3mm for structural plies), and wall thickness transitions that allow uniform consolidation during cure. A DFM review of your 3D model — which JCSPORTLINE provides as part of its standard feasibility analysis at no charge — identifies these issues before tooling commitment. Output includes preliminary BOM, layup schedule, process recommendation, and cost model.