The most expensive mistake in a custom carbon fiber project is rarely the material — it’s choosing the wrong process before the first mold is cut. Many B2B buyers assume carbon fiber one-piece molding is automatically the superior route, and that split mold carbon fiber parts are a budget compromise. That assumption is wrong, and it costs real money: inflated tooling budgets, extended development cycles, and structures over-engineered for their actual use case.
The truth is simpler. Each carbon fiber molding process has a domain where it wins decisively. How to choose carbon fiber molding process is a question of structure, load, appearance, and volume — not prestige — and the buyers who frame it that way are the ones who avoid paying for properties their product never uses.
What Is Carbon Fiber One-Piece Molding (Internal Bladder Process)?
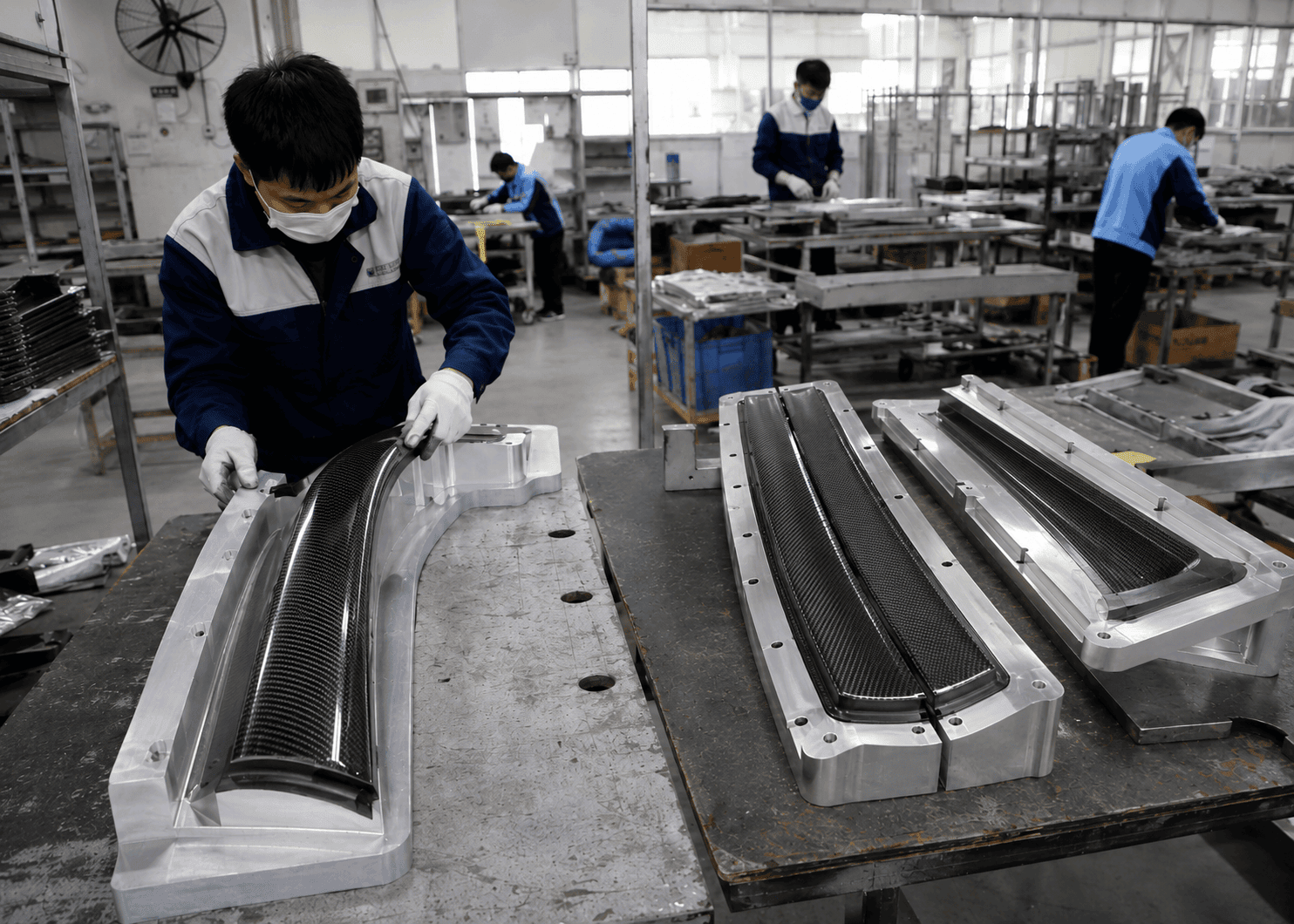
Carbon fiber one-piece molding produces a hollow component as a single, continuous structure in one cure cycle. Prepreg carbon fabric is laid into a closed mold around an internal bladder; during curing, the bladder is pressurized from the inside, pressing the laminate firmly against the mold walls while heat cures the resin.
This is why internal bladder molding delivers the properties racing and aerospace-adjacent buyers care about. Internal pressure compacts the laminate from within, driving out voids and producing high consolidation throughout the wall — not just on the visible surface. Because the part cures as one piece, there are no bond lines, no secondary adhesive joints, and no seams that concentrate stress. For hollow carbon fiber parts like wing profiles, ducts, and intake tubes, the load path runs through continuous fiber rather than through glue.
When structural continuity of a hollow section is the design requirement, no bonded assembly replicates what one-piece molding achieves.
What Is the Split Mold (Skin Bonding) Process?
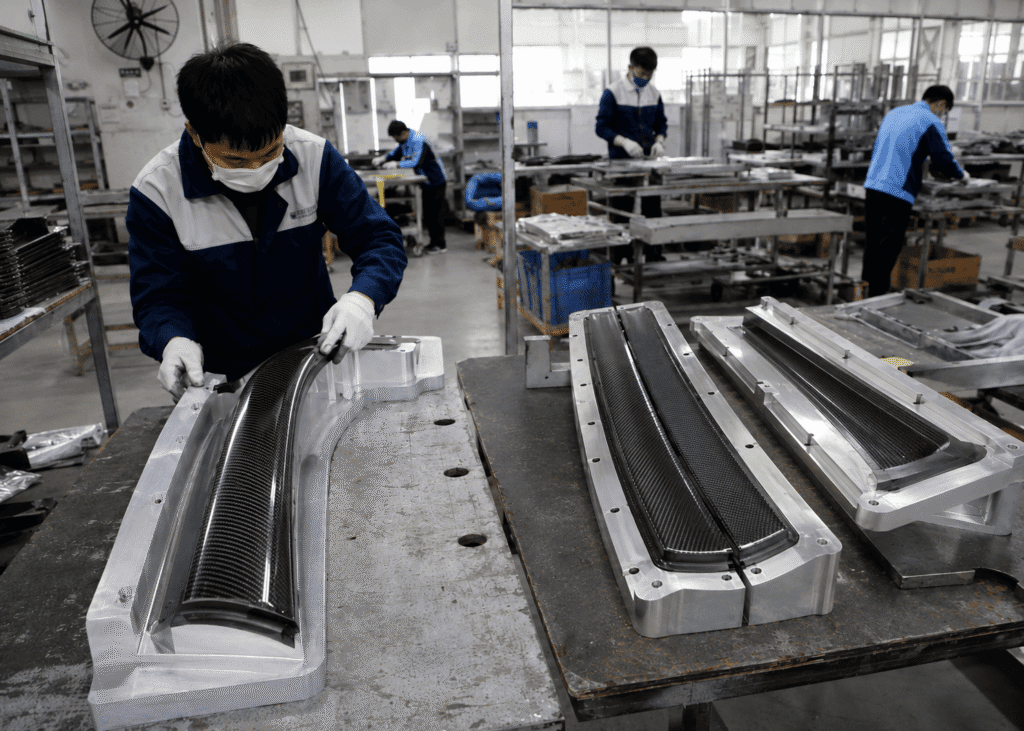
The split mold carbon fiber approach — often called the skin bonding carbon fiber process — molds a part as two or more shells, typically upper and lower halves, which are then joined with structural adhesive. Each shell is formed in its own open or matched mold, cured, trimmed, and bonded into the final geometry.
Calling this a “low-end” method is an engineering error. Split molds are simpler and cheaper to design and machine. Each half is an open, accessible layup, so surface quality is easier to control on both faces, layup errors are visible before cure, and first-pass yield is consistently higher. Complex styling — deep draws, sharp character lines, undercut-heavy shapes — often can only be produced this way. And when a part is damaged in service, a bonded assembly can frequently be repaired or re-skinned, where a one-piece structure cannot.
Strength in a split mold part depends on bonding design: adhesive selection, joint overlap, and bond area engineering. That is a design variable to be managed, not an inherent defect.

One-Piece Molding vs Split Mold: Head-to-Head Comparison
For buyers weighing one-piece molding vs split mold carbon fiber parts, the trade-offs map cleanly across nine dimensions:
| Dimension | One-Piece (Internal Bladder) | Split Mold (Skin Bonding) |
| Structural continuity | Seamless, no bond lines | Depends on bonding design |
| Weight | Lower — no adhesive mass | Higher — adhesive adds grams |
| Internal consolidation | High, pressurized from within | Standard laminate consolidation |
| Mold cost | High — closed, multi-part tooling | Lower — simpler mold architecture |
| First-pass yield | Lower, process-sensitive | Higher, more forgiving |
| Complex styling | Limited by bladder access | Excellent adaptability |
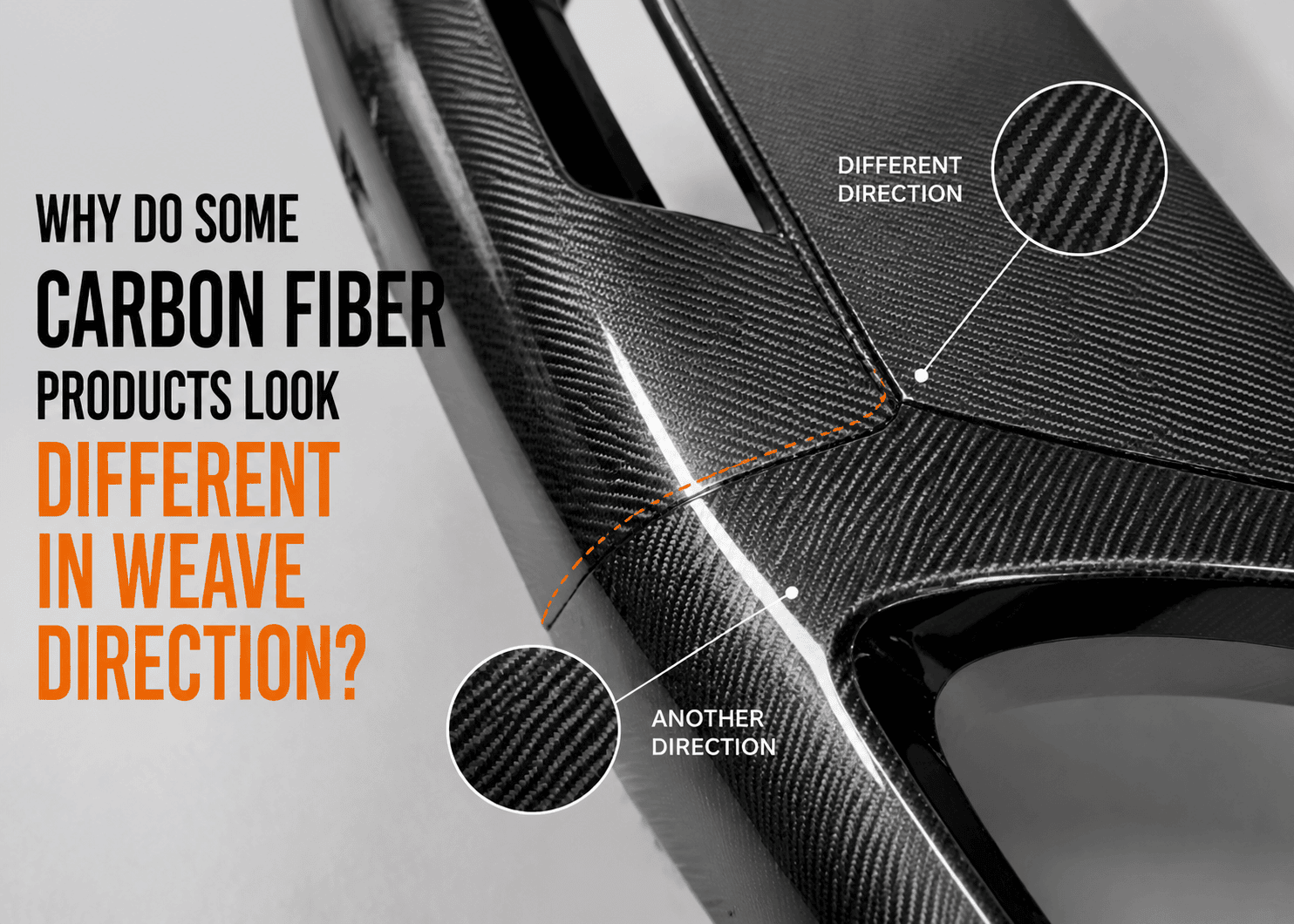
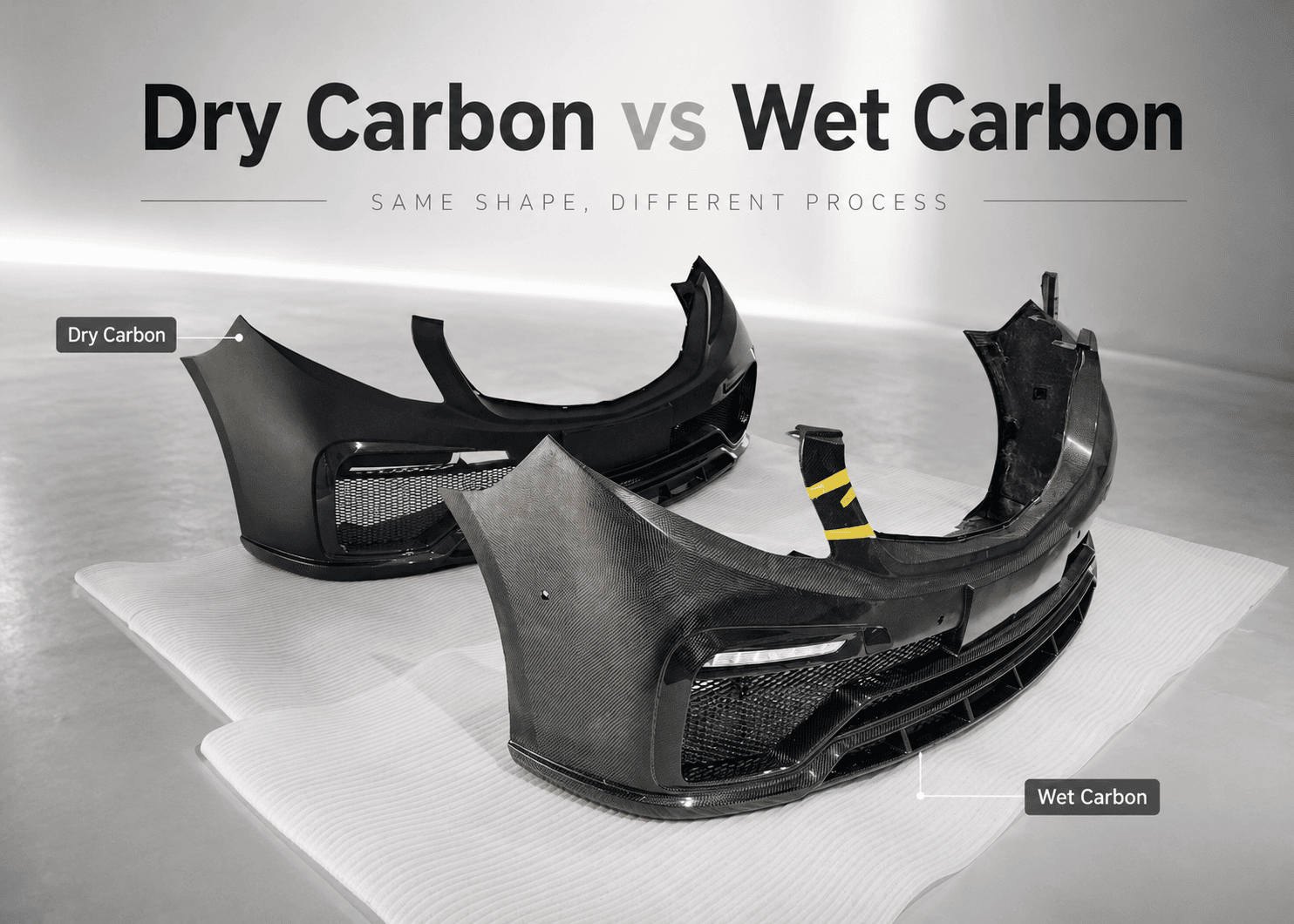
| Surface control | Exterior only | Both faces controllable |
| Repairability | Very limited | Bonded joints can be reworked |
| Best-fit volume | Premium, performance-critical runs | Broad, including cost-sensitive runs |
The advantages of one-piece carbon fiber molding are real: lighter structures, superior internal compaction, and hollow geometries with uninterrupted load paths. But the disadvantages of one-piece carbon fiber molding are equally real, and vendors who hide them are selling, not consulting. Closed carbon fiber mold design with bladder integration costs substantially more to develop. The process is sensitive — bladder pressure, layup accuracy, and cure control all affect outcomes, so first-pass yield runs meaningfully below split mold production. And once cured, the part offers almost no repair path.
The cost reality: one-piece molding concentrates risk in tooling and process control. If your product doesn’t need seamless hollow structure, you are paying a premium — in mold investment and in scrap rate — for a property your application never uses.
When to Use Each Process: Application Scenarios
Choose carbon fiber one-piece molding when the part is a load-bearing hollow structure where weight and internal integrity are non-negotiable: high-end rear wings, F1-style ducting, and racing intake systems. These are the canonical cases for internal bladder molding for hollow carbon fiber structures. Pressure-carrying parts prove the point: our carbon intake components are validated by heating the finished part to 120°C, then pressurizing it internally to 0.7 MPa (7 bar) in a blast-proof chamber — passing with no leakage and no damage. That performance depends on a seamless wall; a bonded seam becomes the failure point under heat and internal pressure.

Knowing when to use split mold process for carbon fiber parts is just as valuable. Split mold is frequently the more rational choice for styling-driven aero components with complex surfacing, large-format products such as surfboards where two controlled faces matter, budget-controlled development programs, and products whose service life benefits from repairability. For many aftermarket and sports equipment brands, split mold delivers the appearance, adequate strength, and unit economics the market actually rewards.
The scenario decides the process. A duct that must survive 7 bar at 120°C and a sculpted aero lip that must look flawless on both faces are different engineering problems — treating them with one “premium” process serves the vendor, not the product.
How JCSPORTLINE Helps You Choose the Right Molding Process
Most suppliers recommend the process their factory happens to run. JCSPORTLINE operates one-piece bladder molding, split mold bonding, vacuum forming, compression molding, and prepreg autoclave lines side by side — so our recommendation isn’t constrained by capability, and it isn’t biased toward the most expensive quote.

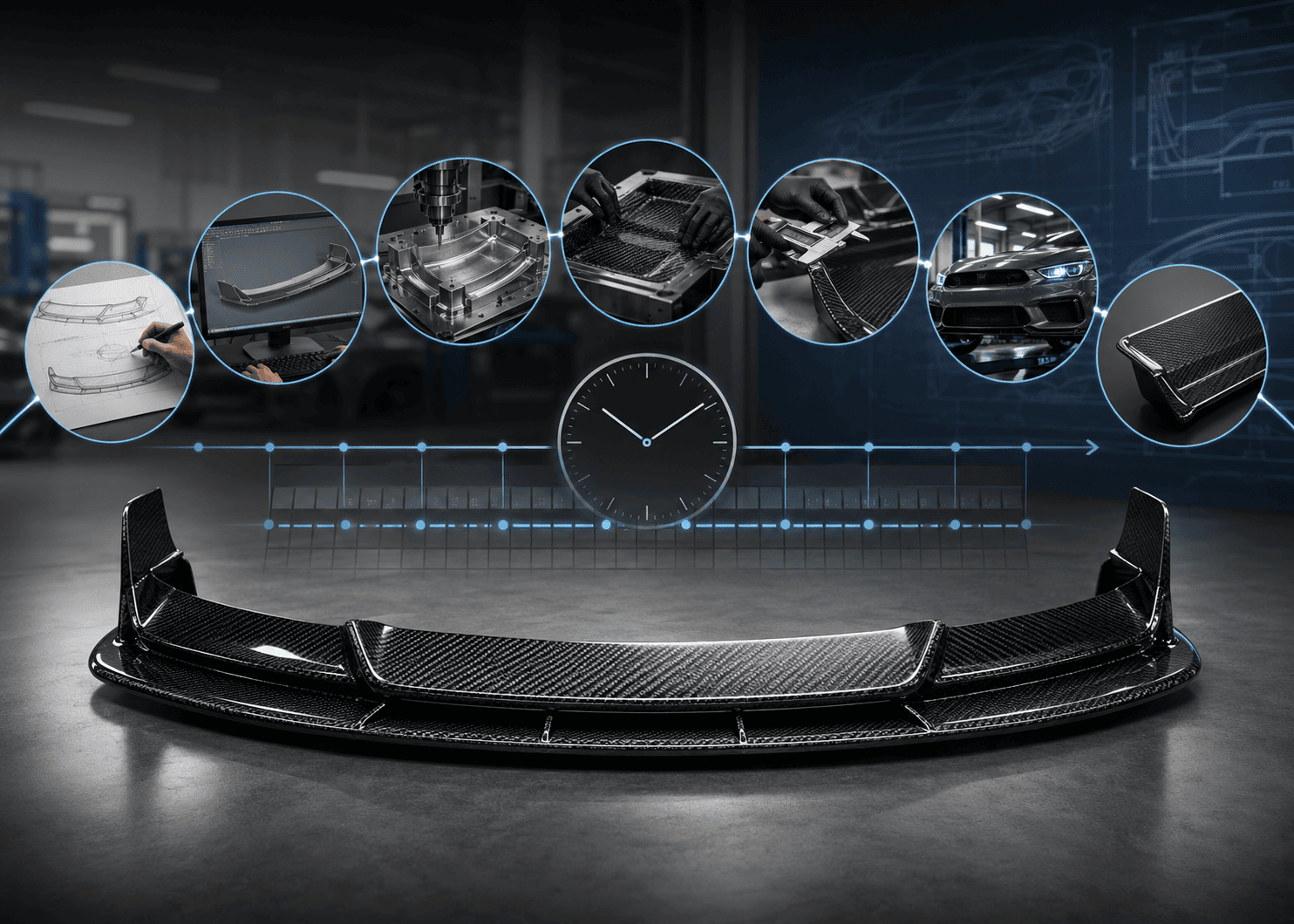
In custom carbon fiber parts manufacturing, we evaluate every project across five dimensions before recommending a route: product use case, structural loading, appearance targets, mold strategy, and production volume. That evaluation happens at the feasibility stage, before tooling money is committed — which is exactly where a carbon fiber molding process decision belongs. The output is a concrete recommendation with the reasoning attached: why this process, what it costs, where the risks sit, and what the alternative would trade away.
Frequently Asked Questions
Is one-piece molding always stronger than split mold?
No. It is stronger for seamless hollow structures under internal pressure or continuous load paths. A well-engineered bonded assembly can meet the strength requirements of many applications — the question is whether your load case actually demands seamless construction.
Why is one-piece molding more expensive?
Two compounding factors: closed multi-part tooling with bladder integration costs more to design and machine, and process sensitivity means lower first-pass yield. You pay in the mold and in the scrap rate.
Can split mold parts handle high-stress applications?
Many can, if the bonding is engineered — adhesive selection, overlap geometry, and bond area sizing are design decisions, not afterthoughts. Parts under high internal pressure or heat at the seam are the exception; those belong to one-piece molding.
How do I know which process fits my project?
Send the use case, not just the CAD. Load conditions, appearance priorities, target volume, and budget determine the answer. A manufacturer running both processes can tell you honestly; one running only one process cannot.
Match the Process to the Product — Before You Cut Steel
How to choose carbon fiber molding process comes down to one discipline: define what the part must do, then select the process that delivers it at the lowest total risk. One-piece molding for seamless, pressure-bearing, weight-critical hollow structures. Split mold for complex styling, controlled budgets, and serviceable products. JCSPORTLINE’s engineering team runs this evaluation for clients before tooling investment — contact us with your project requirements, and we’ll tell you which process your product actually needs, and why.