Carbon fiber testing should evaluate far more than whether a finished part looks glossy or has an attractive weave. For B2B buyers, reliable carbon fiber quality depends on material selection, mold accuracy, layup control, curing, surface finishing, dimensional inspection, assembly readiness, environmental durability, packaging, and batch consistency.
A high-quality carbon fiber product is not created by sorting acceptable parts from defective ones at the end of production. Quality must be built into every manufacturing stage and supported by appropriate inspection and testing.
The correct test plan also depends on the application. An automotive exterior panel may require UV, rain, temperature, fitment, and coating tests. A marine product may require sealing and corrosion-related evaluation. A premium consumer shell may place greater emphasis on scratch resistance, gloss consistency, and appearance.
The goal is not to perform every possible test. It is to verify the risks that matter in the product’s actual use environment.

What Quality Control Means for Carbon Fiber Products
Carbon fiber quality control includes four connected activities: process control, finished-product inspection, product validation, and project-specific acceptance.
Process Quality Control
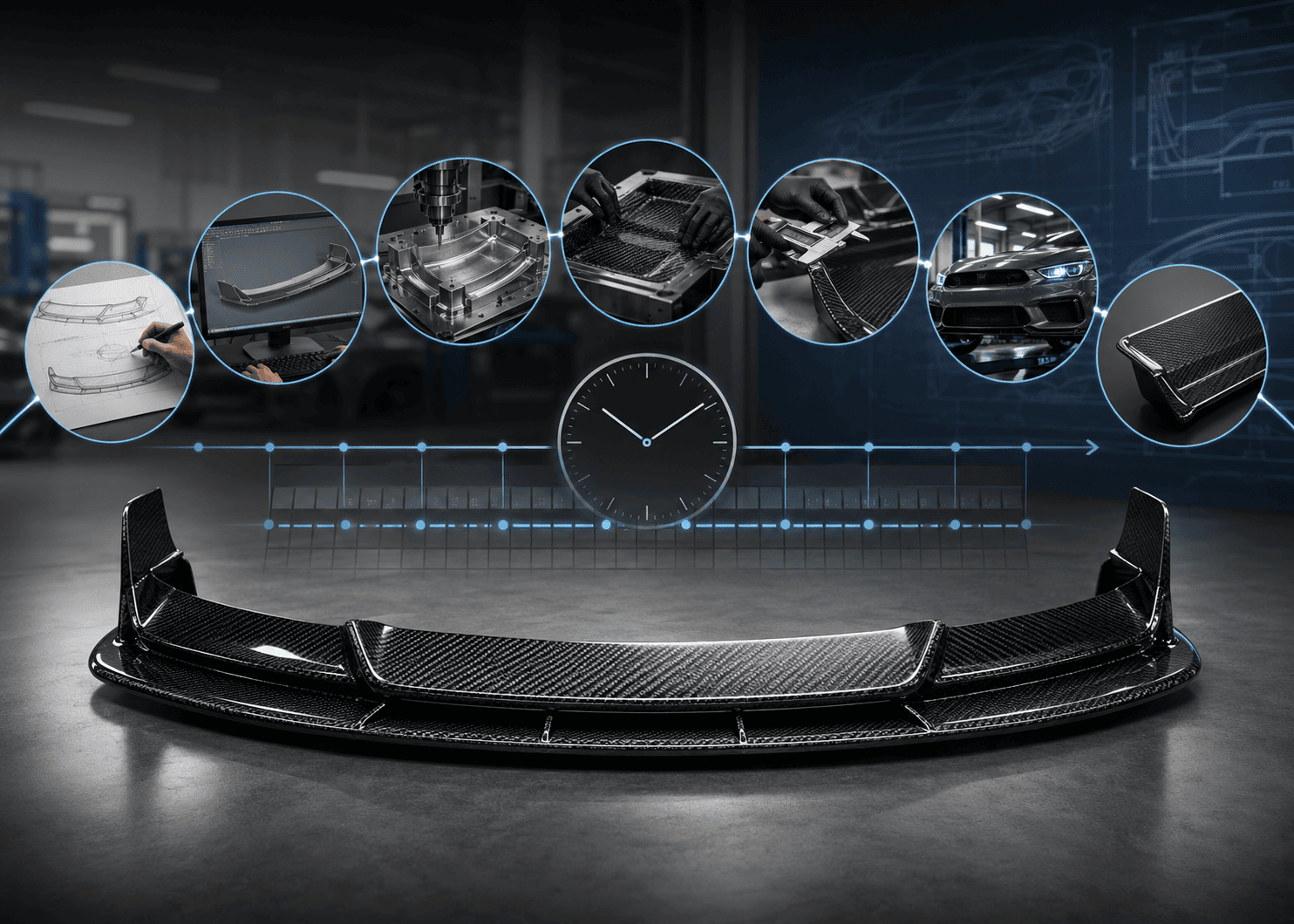
Process quality control monitors the production stages that determine the final result. These may include carbon fiber storage, cutting, layup, resin handling, vacuum preparation, curing, trimming, coating, assembly, and packaging.
Problems should be detected as early as possible. A layup error identified before curing may be corrected with limited loss. The same problem found after molding, painting, and polishing may require the complete part to be rejected.
Finished-Product Inspection
Finished-product inspection checks whether the completed part matches the approved requirements.
Typical inspection items include:
- visible surface quality;
- important dimensions;
- hole and mounting positions;
- edge lines;
- assembly condition;
- hardware;
- packaging;
- project-specific requirements.
Final inspection is necessary, but it cannot replace controlled manufacturing.
Product Validation
Validation determines whether the material, structure, coating, fitment, and assembly are appropriate for the intended application.
Depending on the project, validation may include UV aging, temperature cycling, rain exposure, coating adhesion, surface hardness, impact testing, dimensional comparison, or physical trial installation.
Project-Specific Acceptance Standards
Different products have different risks. A carbon fiber hood, intake pipe, surfboard, wheelchair component, speaker shell, and industrial cover should not all follow one identical inspection plan.
Before mass production, the buyer and manufacturer should agree on:
- critical dimensions;
- acceptable surface defects;
- gloss or matte level;
- fitment requirements;
- environmental tests;
- assembly requirements;
- packaging standards;
- sample approval criteria.
This creates a clear basis for production and future repeat orders.
What Determines the Quality of Carbon Fiber?
The visible surface is only one part of the finished product. The overall quality of carbon fiber depends on several connected factors.
Material and Resin System
The manufacturer should define the carbon fiber specification, weave, prepreg or liquid resin system, storage requirements, shelf life, and reinforcement materials.
Material changes can affect weight, appearance, curing, dimensional stability, and durability. They should not be introduced into production without review.
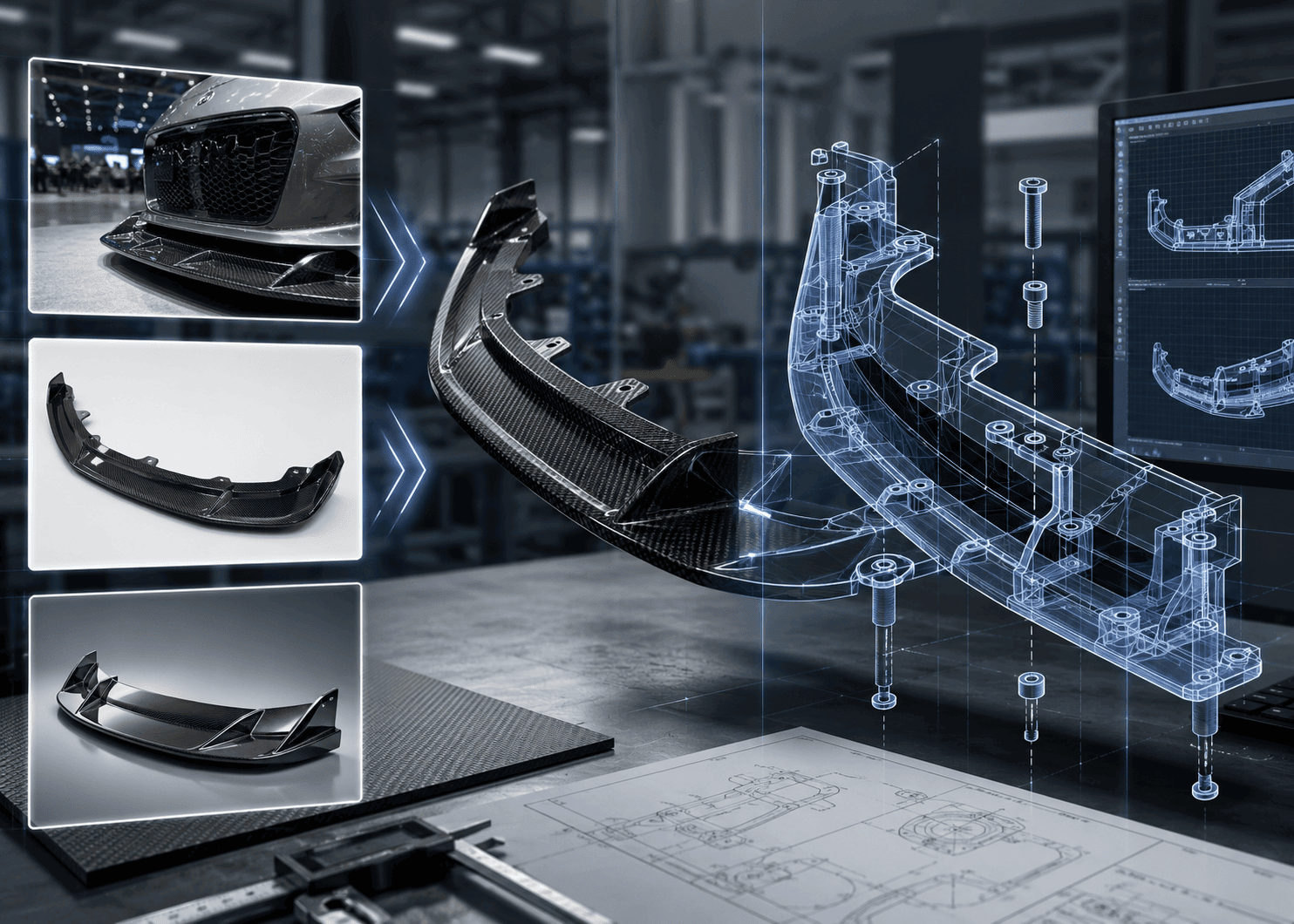
Mold Accuracy and Condition
The mold controls the product’s geometry and visible surface. Damage, contamination, deformation, or poor maintenance may cause dimensional problems and cosmetic defects.
Layup and Fiber Orientation
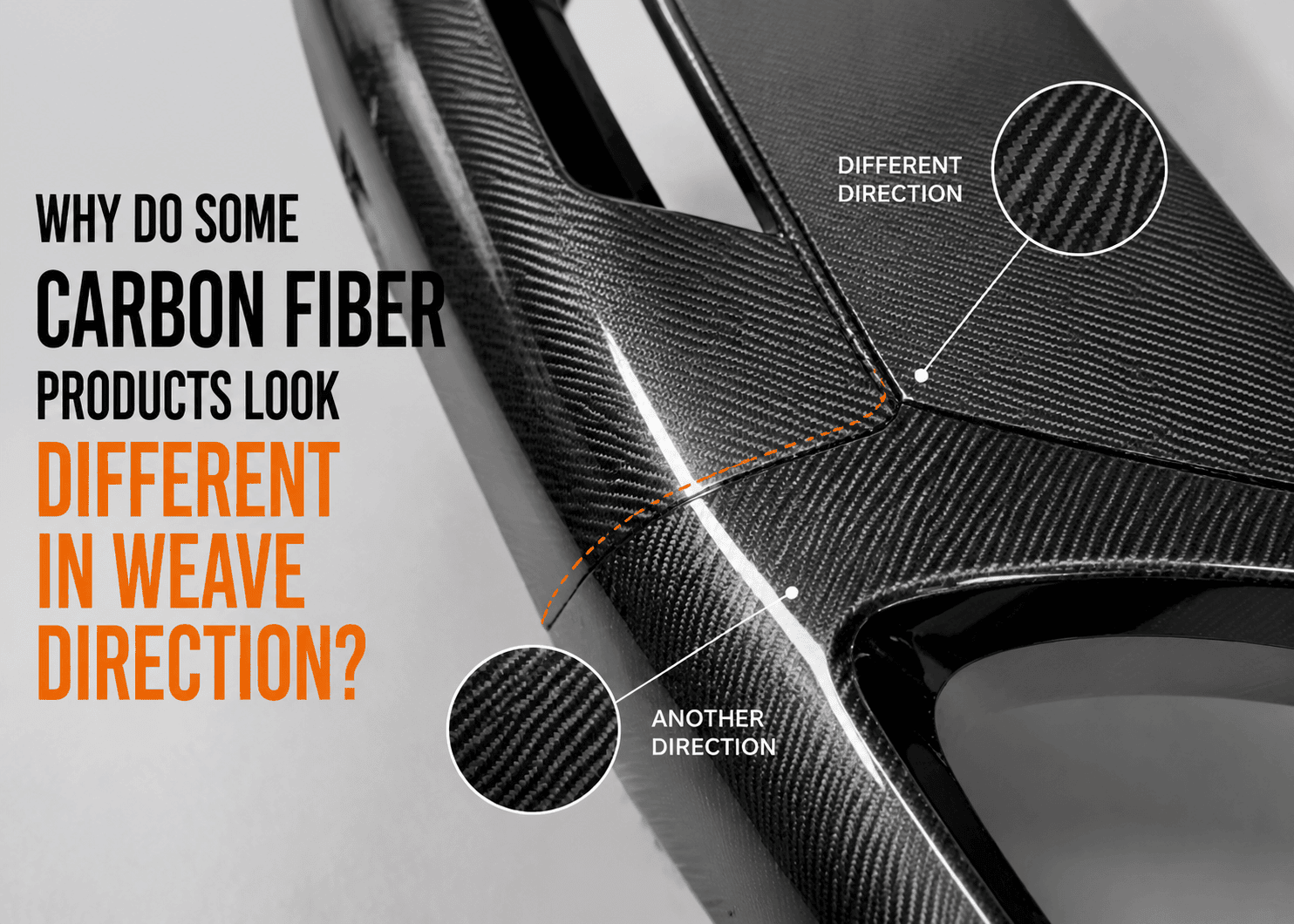
Ply quantity, sequence, orientation, and local reinforcement influence structure, weight, stiffness, and surface appearance.
For visible carbon parts, poor material positioning may create distorted weave or inconsistent patterns. For structural products, incorrect fiber direction may reduce performance in critical load directions.
Curing Conditions
Temperature, pressure, vacuum, time, and cooling conditions influence resin cure and laminate stability.
Uncontrolled curing can contribute to voids, deformation, resin-rich areas, surface defects, or inconsistent dimensions.
Trimming and Drilling
Trimming errors may change edge lines or reduce installation accuracy. Incorrect drilling can create poor mounting alignment, local damage, or assembly problems.
Surface Finishing
Sanding, primer, clear coat, curing, and polishing determine much of the product’s final appearance and resistance to handling.
Packaging
Packaging is part of quality control. A correctly manufactured product can still arrive scratched, cracked, or distorted if it is poorly supported during transport.

Carbon Fiber Surface Quality: More Than Weave and Gloss
Visible carbon fiber products are often judged immediately by their appearance. However, a glossy surface can still hide durability or adhesion problems.
Common defects include:
- scratches;
- bubbles;
- pinholes;
- white spots;
- resin marks;
- distorted weave;
- insufficient gloss;
- uneven gloss;
- orange peel;
- clear-coat peeling;
- sanding marks;
- exposed fibers;
- rough internal surfaces;
- color differences between batches.
These defects may result from contaminated molds, unstable curing, poor surface preparation, unsuitable resin content, uncontrolled spraying, insufficient polishing, careless handling, or weak packaging.
Why Surface Problems Increase Total Cost
For a B2B customer, surface defects are not only cosmetic concerns.
They may require:
- local sanding;
- repainting;
- polishing;
- warehouse inspection;
- additional assembly;
- replacement shipments;
- delayed customer delivery.
This increases labor costs and may delay the product launch or installation schedule. For distributors and brands, inconsistent surfaces can also damage dealer confidence and customer perception.
Surface quality should therefore be treated as part of supply-chain cost management, not simply as an appearance preference.
Paint Adhesion and Surface Hardness Testing
Paint adhesion and surface hardness tests can provide useful evidence about the durability of a visible carbon fiber finish.
Paint and Clear-Coat Adhesion
Adhesion testing evaluates how securely the coating is bonded to the prepared composite surface.
Poor adhesion may lead to:
- clear-coat peeling;
- coating separation;
- edge lifting;
- damage during installation;
- premature surface failure;
- increased local refinishing work.
Adhesion depends on mold-release removal, sanding, cleaning, primer compatibility, coating selection, film thickness, and curing conditions.
A strong clear coat cannot compensate for poor substrate preparation.
Surface Hardness
Surface-hardness testing can help assess resistance to light scratches, handling, rubbing, packaging contact, and ordinary installation wear.
It is especially relevant for:
- automotive exterior parts;
- frequently handled consumer products;
- exposed marine components;
- products with high-gloss visible surfaces.
However, a hardness result does not mean that the part is completely scratch-proof. Sharp tools, abrasive dirt, improper packaging, or forceful installation can still damage the surface.
Test values should always be interpreted together with the coating system, thickness, curing, test method, and intended application.
More information about relevant equipment is available through JC SPORTLINE’s carbon fiber testing equipment resources.
UV Resistance and Anti-Yellowing Validation
UV exposure is an important risk for automotive exterior parts, marine equipment, sports products, and outdoor consumer components.
Possible long-term effects include:
- yellowing;
- gloss loss;
- color change;
- coating degradation;
- resin degradation;
- surface cracking;
- reduced premium appearance.
What Controls UV Performance?
UV durability depends on the complete surface system, including:
- resin formulation;
- UV-resistant clear coat;
- coating thickness;
- surface preparation;
- additives or pigments;
- exposure direction;
- weather conditions;
- maintenance.
A carbon fiber material should not automatically be described as permanently anti-yellowing. The fiber itself may remain stable while the resin or coating changes under long-term exposure.
Accelerated UV Testing
Accelerated weathering or UV tests may be used to compare surface systems or evaluate whether a coating meets project-specific requirements.
Test conditions and acceptance criteria should be agreed before production. A higher-end project may require a more durable clear coat, stricter color-change limits, or longer exposure validation.
Laboratory testing supports comparison and risk reduction, but it does not perfectly reproduce every real-world environment. Actual service life still depends on sunlight intensity, temperature, moisture, cleaning, and maintenance.
JC SPORTLINE’s carbon laboratory capabilities can support suitable project-specific validation.
Rain, Humidity and Temperature Testing
Environmental testing can help identify weaknesses that are not visible during ordinary inspection.
Rain and Humidity Exposure
Rain or humidity testing may reveal:
- coating failure;
- water entry;
- bonding problems;
- changes around inserts;
- surface discoloration;
- sealing weaknesses.
For marine products, additional saltwater, sealing, leak, and metal-interface reviews may be required.
High- and Low-Temperature Exposure
Temperature testing can be relevant where products experience outdoor weather, engine-bay heat, cold storage, or repeated thermal changes.
Testing may include:
- high-temperature exposure;
- low-temperature exposure;
- temperature cycling;
- thermal aging.
These tests may help identify dimensional change, cracking, bonding failure, coating problems, or delamination risk.
The selected temperature range must reflect the product’s actual environment. An automotive hood and a decorative interior panel do not require the same test conditions.
Carbon fiber itself may tolerate elevated temperatures, but the resin, coating, adhesive, insert, or seal may become the limiting component.
Dimensional and Fitment Inspection
Fitment is one of the most important quality factors for automotive, industrial, medical, and consumer products.
Poor dimensional control may cause:
- uneven gaps;
- difficult installation;
- additional drilling;
- mounting-point stress;
- interference with other components;
- damage to the original product;
- customer returns.
What Should Be Checked?
Fitment inspection may include:
- overall dimensions;
- reference surfaces;
- hole positions;
- mounting points;
- edge profiles;
- bonding areas;
- insert locations;
- assembly clearances;
- alignment with nearby components.
Inspection Tools and Methods
Depending on the product, the manufacturer may use:
- calipers;
- gauges;
- templates;
- inspection fixtures;
- 3D scanning;
- digital comparison;
- assembly jigs;
- trial installation.
Critical dimensions should be identified before production. General visual inspection alone may not detect small deviations that create major installation problems.
For high-volume or vehicle-specific products, fitment standards should be converted into repeatable inspection points rather than relying on one experienced installer’s judgment.
Assembly Readiness as Part of Product Quality
B2B buyers often need products that are closer to installation-ready condition. A carbon fiber shell that requires significant local work may transfer hidden cost to the customer.
Depending on the project, factory assembly may include:
- embedded nuts;
- threaded inserts;
- metal brackets;
- bonded components;
- screw assembly;
- mounting hardware;
- partial assembly;
- full assembly;
- accessory packaging.
Completing more assembly before shipment can reduce local labor, missing hardware, inconsistent assembly, and installation errors.
However, assembly scope should be defined before quotation because it affects:
- engineering;
- fixtures;
- inspection;
- labor;
- packaging;
- lead time;
- commercial responsibility.
The manufacturer should also inspect the completed assembly rather than assuming that correctly manufactured individual parts will always fit together.

Case: How a Global Brand Reduced Local Rework Costs
A global brand customer in the United Kingdom imported carbon fiber intake products manufactured in China. After arrival, the customer’s warehouse team repainted, polished, and assembled the products before final delivery.
The local work was required because:
- the surface brightness was insufficient;
- products could be scratched;
- internal surfaces were not smooth enough;
- some assembly remained incomplete.
This added labor cost and extended the delivery cycle.
Surface Testing and Process Improvement
JC SPORTLINE introduced professional surface-evaluation equipment and added paint-adhesion and surface-hardness testing for the project.
The manufacturing team also reviewed:
- sanding standards;
- coating preparation;
- clear-coat application;
- polishing;
- handling;
- transport protection.
The objective was to produce a more durable, consistent surface before shipment.
Assembly Optimization
Embedded nuts and metal components were installed according to the product requirements. Screw-based assembly was completed and checked before delivery.
The products therefore arrived closer to a ready-to-install condition.
Continuous Feedback
Customer feedback was collected regularly. Recurring problems were reviewed and incorporated into updated production and inspection standards.
According to the project record, the customer reduced local repainting, polishing, and assembly work. The customer reported that its local final-stage processing cost fell by approximately 80%, and the products no longer required the same level of rework.
This was a project-specific result. The improvement depended on the product, original defect level, local labor costs, assembly scope, and previous manufacturing condition. It should not be treated as a guaranteed saving for every project.
Batch Consistency and Approved Sample Locking
A strong sample does not automatically prove that a supplier can deliver consistent batch production.
Later batches may differ in:
- weave direction;
- gloss level;
- color;
- coating thickness;
- internal finishing;
- dimensions;
- mounting points;
- hardware;
- packaging.
How Sample Locking Works
Once the buyer approves a sample, it should become the official production reference.
The locked standard may include:
- carbon fiber specification;
- weave pattern;
- resin or prepreg;
- layup requirements;
- product weight;
- key dimensions;
- mounting points;
- surface finish;
- gloss or matte level;
- coating system;
- internal surface requirements;
- assembly;
- packaging.
Mass-produced parts should be compared with the approved sample and documented specifications. Material, surface, or structural changes should require formal approval.
Sample locking reduces subjective judgment, but it is effective only when supported by process SOPs, fixtures, inspection records, and traceability.
JC SPORTLINE’s carbon fiber quality consistency system focuses on converting approved samples into repeatable manufacturing standards.
Carbon Fiber Testing Methods by Product Risk
| Testing Method | What It Evaluates | Typical Applications | Requirement Type |
| Dimensional inspection | Size, holes and reference geometry | Most precision parts | Common |
| Fitment review | Installation and assembly compatibility | Automotive and equipment parts | Project-specific |
| Paint adhesion | Coating-to-substrate bond | Visible coated products | Risk-based |
| Surface hardness | Resistance to light scratching and wear | Exterior and handled products | Risk-based |
| UV aging | Color, gloss and coating stability | Outdoor products | Project-specific |
| Rain or humidity exposure | Water-related surface and bonding risk | Outdoor and marine products | Project-specific |
| Temperature cycling | Thermal dimensional and material stability | Automotive and industrial products | Project-specific |
| Impact testing | Resistance to defined impact loads | Sports and protective components | Project-specific |
| Tensile testing | Material or laminate tensile response | Structural applications | Engineering-based |
| Corrosion-related testing | Inserts, hardware and material interfaces | Marine and outdoor systems | Project-specific |
| Packaging inspection | Transit protection | All shipped B2B products | Common |
Not every product requires every test. The test plan should be based on intended use, product value, failure risk, installation environment, applicable standards, and customer requirements.
Testing should answer meaningful questions. Adding tests that do not relate to real product risks may increase cost without improving confidence.

How Quality Evidence Builds Buyer Confidence
Claims such as “premium quality” and “high quality carbon fiber” are not enough for a professional B2B evaluation.
Useful evidence may include:
- material specifications;
- approved master samples;
- process SOPs;
- inspection standards;
- test methods;
- dimensional reports;
- surface acceptance criteria;
- fitment records;
- pre-shipment inspections;
- traceability records;
- NCR reports;
- corrective-action records.
This evidence helps different buyer teams make informed decisions.
Procurement can compare supplier capability. Engineering can assess technical suitability. Product managers can manage launch risk. Distributors can estimate after-sales exposure. Brands can protect customer experience.
Quality evidence also helps both parties define responsibility before problems occur.
Quality Problems, Root-Cause Analysis and Continuous Improvement
No responsible manufacturer should claim that every quality problem can be completely eliminated.
When a serious defect occurs, the response should follow a structured process:
- Isolate affected products.
- Record the defect.
- Issue an NCR where appropriate.
- Review inspection and production data.
- Investigate the root cause.
- Involve quality, engineering, and production teams.
- Apply containment measures.
- Define corrective actions.
- Update SOPs or inspection standards.
- Verify improvement in later production.
Customer complaints should not be treated only as one-time after-sales cases. They provide useful data for improving material control, molds, curing, coating, assembly, packaging, and inspection.
The objective is not only to resolve the affected order but to reduce the chance of recurrence.
Conclusion: Quality Must Be Built In and Verified
Effective carbon fiber testing is not limited to checking a finished product under bright lights. It connects the product’s real risks with material control, manufacturing standards, surface testing, dimensional inspection, fitment, assembly, environmental validation, packaging, and batch consistency.
For B2B buyers, the strongest quality evidence is not a general promise. It is a clear system that shows what is inspected, how it is tested, which standard is used, and how defects lead to corrective action.
If your company is developing high quality custom carbon fiber parts, contact an experienced manufacturer to define project-specific inspection standards, surface requirements, UV and environmental tests, fitment validation, assembly scope, sample locking, and mass-production quality control before production begins.
JC SPORTLINE combines testing, process control, fitment inspection, assembly support, sample locking, and batch quality management. Buyers preparing larger programs can also review its carbon fiber mass production capability.
FAQ
How do you guarantee carbon fiber product quality?
Quality is controlled through material specifications, production SOPs, mold accuracy, layup and curing control, process inspection, surface-finishing standards, fitment checks, assembly validation, and final QC. It does not depend on one inspection alone.
What tests can be performed for carbon fiber products?
Depending on the product, tests may include dimensional inspection, fitment review, UV aging, temperature cycling, rain or humidity exposure, paint adhesion, surface hardness, impact testing, tensile testing, corrosion-related testing, and packaging inspection.
Are carbon fiber products UV-resistant and anti-yellowing?
UV-resistant resin and clear-coat systems can be selected according to project requirements. Weathering tests may be used where appropriate. Long-term performance depends on materials, coating, exposure conditions, maintenance, and agreed acceptance criteria.
How do you prevent scratches, peeling, bubbles, and white spots?
Risk is reduced through material control, mold maintenance, clean production, curing standards, sanding and coating SOPs, paint-adhesion checks, surface-hardness requirements, visual inspection, careful handling, and protective packaging.
Do you inspect every carbon fiber product before shipment?
Finished products are inspected before shipment according to the agreed project standard. Inspection may cover surface finish, dimensions, mounting points, assembly, hardware, packaging, and other project-specific requirements.
How can buyers verify batch consistency before mass production?
Buyers can approve and lock a master sample, define material and process specifications, request a pilot batch, confirm inspection standards, and review whether the manufacturer uses fixtures, process records, traceability, and sample-to-production comparison.