There are two categories of suppliers in carbon fiber race car chassis development. The first can produce carbon fiber parts. The second can take a Le Mans program from engineering brief to homologated, race-ready structure — on schedule, with full traceability documentation at every stage. Racing teams that have confused the two understand exactly how that mistake compounds.
The defining constraint of any Le Mans program is not budget — it is time. A supplier that requires extended tooling cycles, cannot iterate structure without cutting new metal molds, or lacks the simulation capability to validate a layup before the first part is pulled, introduces schedule risk that no racing calendar absorbs gracefully. JCSPORTLINE exists to eliminate that risk. As a full-chain carbon fiber chassis manufacturer serving LMP2, LMP3, and endurance racing programs globally, we deliver the engineering infrastructure — structural simulation, tooling, manufacturing, and quality traceability — that allows complex carbon fiber monocoque chassis projects to reach the track on time and to specification.

Why Le Mans Chassis Projects Fail Before a Single Part Is Made
The Real Problem Isn’t the Material — It’s the Development Process
Most sourcing failures in motorsport chassis development are not material failures. They are process failures — ones that happen before the first fiber is laid.
Le Mans Race Car Chassis Customization programs operate within fixed homologation windows and race calendars. When a supplier’s tooling lead time extends beyond what the schedule allows — or when structural optimization forces a complete mold rebuild — the program does not recover gracefully. The delay compounds into every downstream milestone.
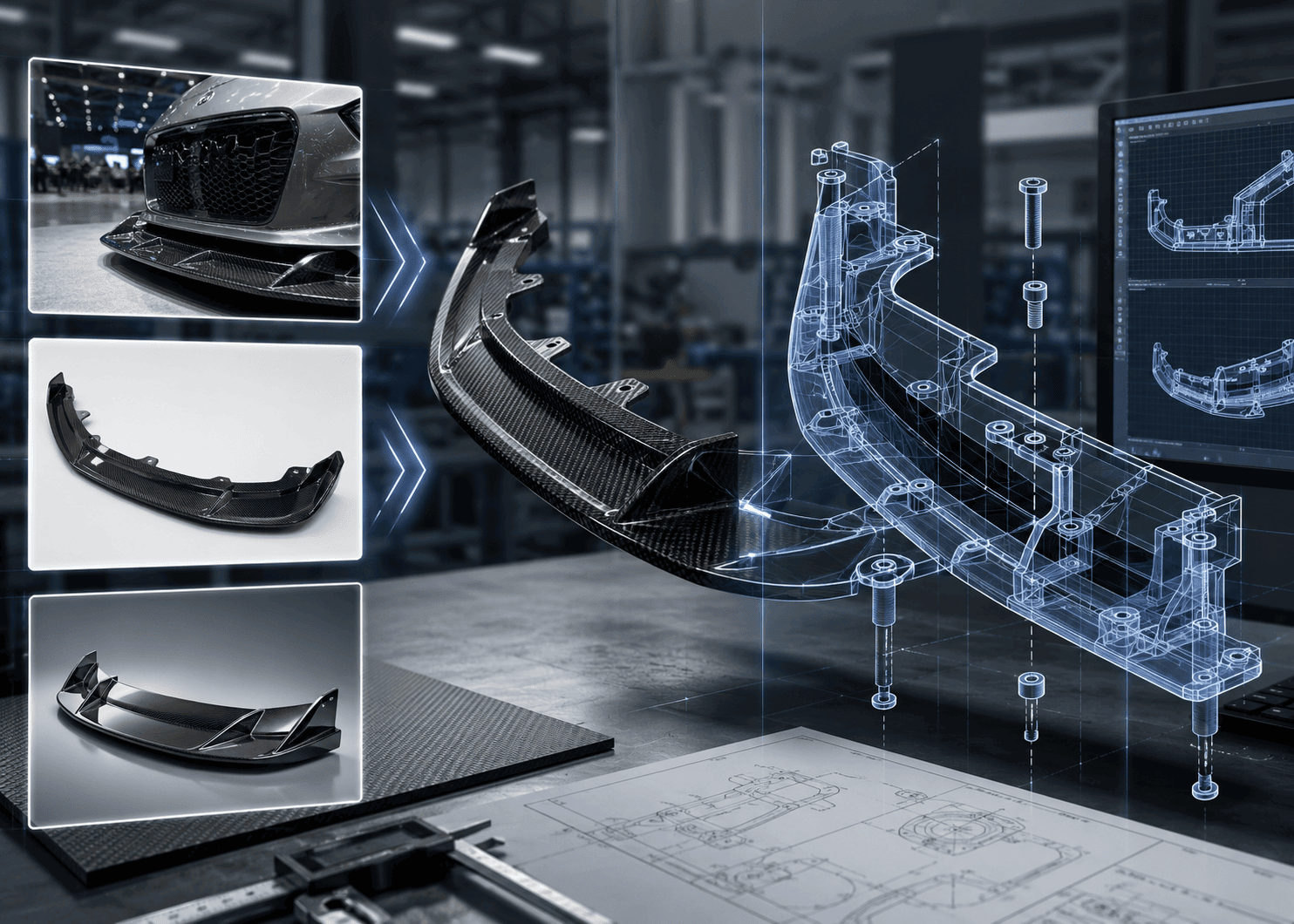
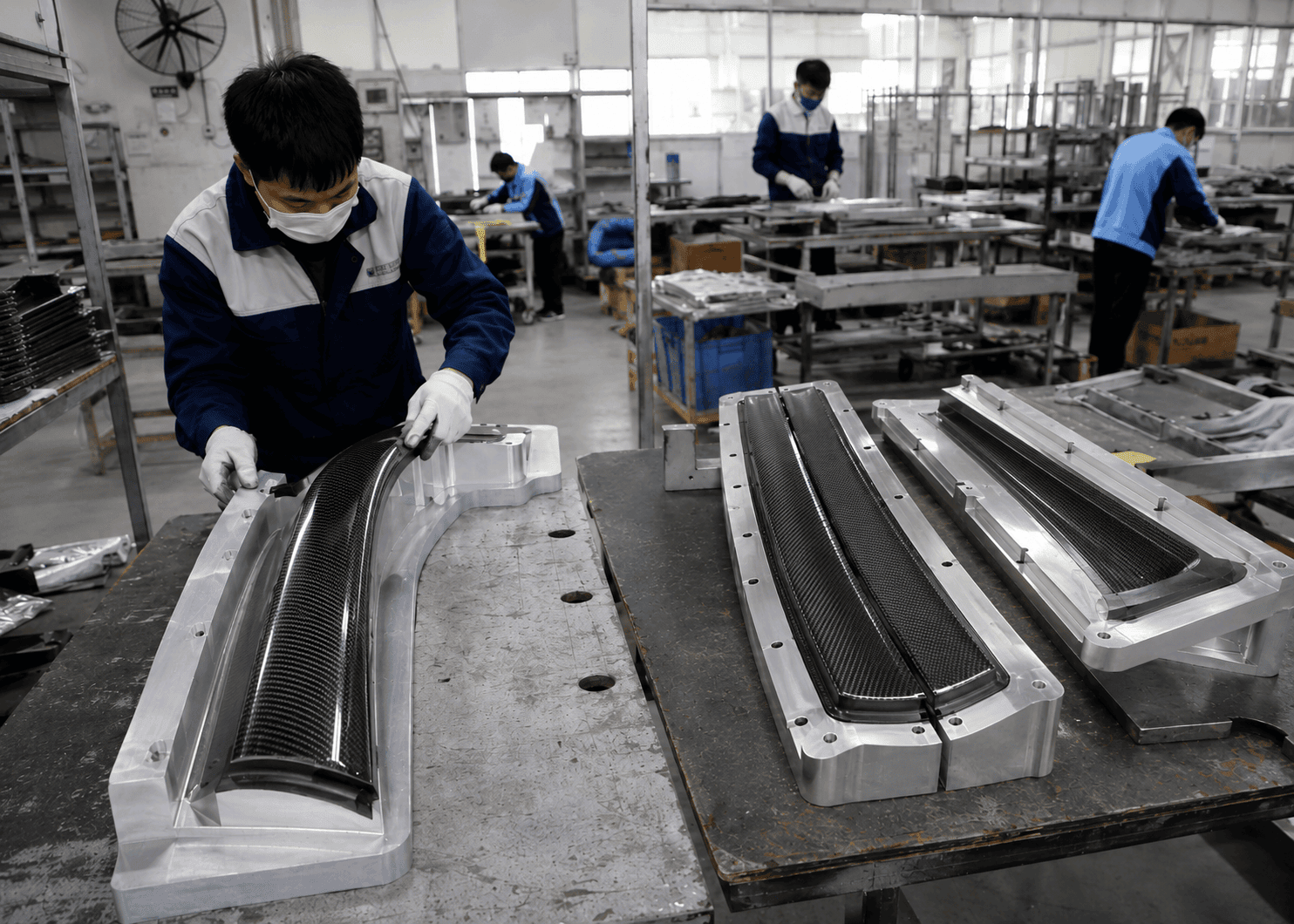
The structural complexity of a Le Mans style race car chassis makes this worse. This is not an aesthetic component. A full chassis assembly integrates the upper and lower monocoque body, side pods, front and rear covers, wheel arches, structural reinforcement ribs, installation datum points, and the dimensional interfaces connecting to powertrain, suspension, and aerodynamic bodywork. A supplier whose capability ends at producing cosmetic composite panels cannot accommodate this scope. The program requires an engineering partner whose workflow begins before the first tooling decision — and whose manufacturing controls extend to the final assembly inspection.
Suppliers who treat a motorsport composite chassis project as a production order, rather than a structured development engagement, consistently underestimate what the program actually requires. That misalignment is where schedule risk originates. JCSPORTLINE’s carbon fiber industry solutions are structured specifically around the engineering demands of high-performance motorsport programs — not adapted from general composite production workflows.
What Full-Chain Carbon Fiber Chassis Development Actually Looks Like
From CAD to Structural Simulation: The Engineering Phase That Most Suppliers Skip
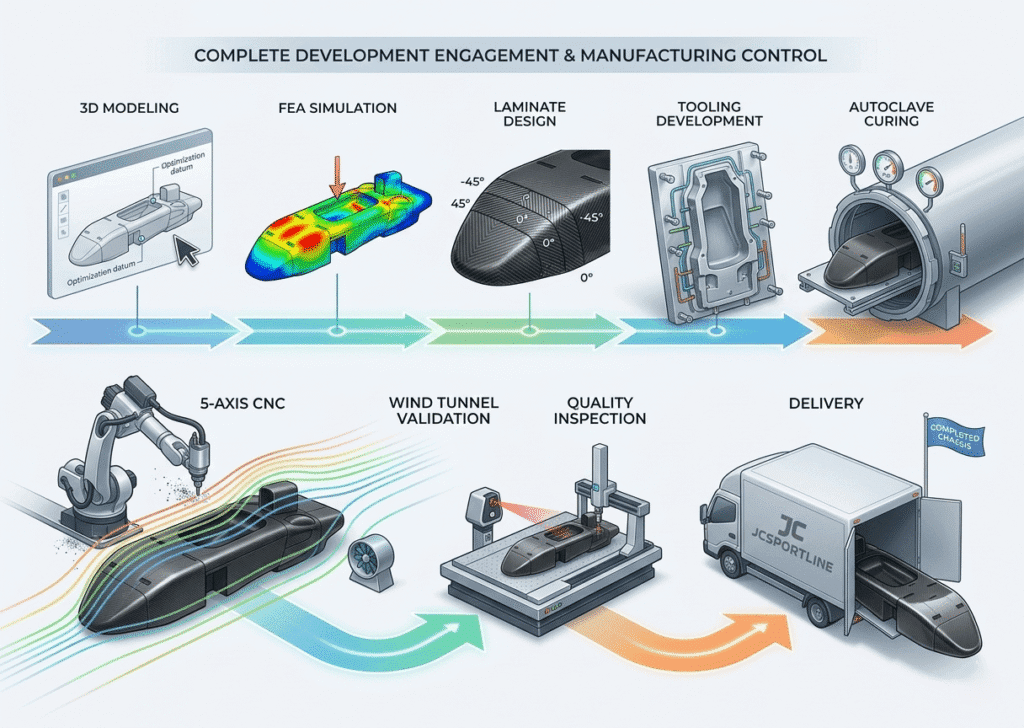
The JCSPORTLINE development workflow for a custom carbon fiber chassis begins with structural simulation — not tooling procurement. Before any mold is committed, our engineering team completes a full FEA review of the chassis geometry, evaluating free modal response, constrained modal behavior, axial tensile stiffness, bending stiffness, and bending strength across all critical load paths. Our carbon fiber design services cover the complete engineering development cycle, from initial CAD review through to manufacturing-ready layup specification.
For OEM carbon fiber race car chassis programs, this upfront simulation phase is what prevents structural rework after tooling is already cut. It determines the layup schedule, mold split strategy, and process route with data — not with assumptions. Skipping it does not accelerate a program. It relocates the cost to a later, more expensive stage.
What FEA Data Reveals About Carbon Fiber vs. Metal Chassis Performance
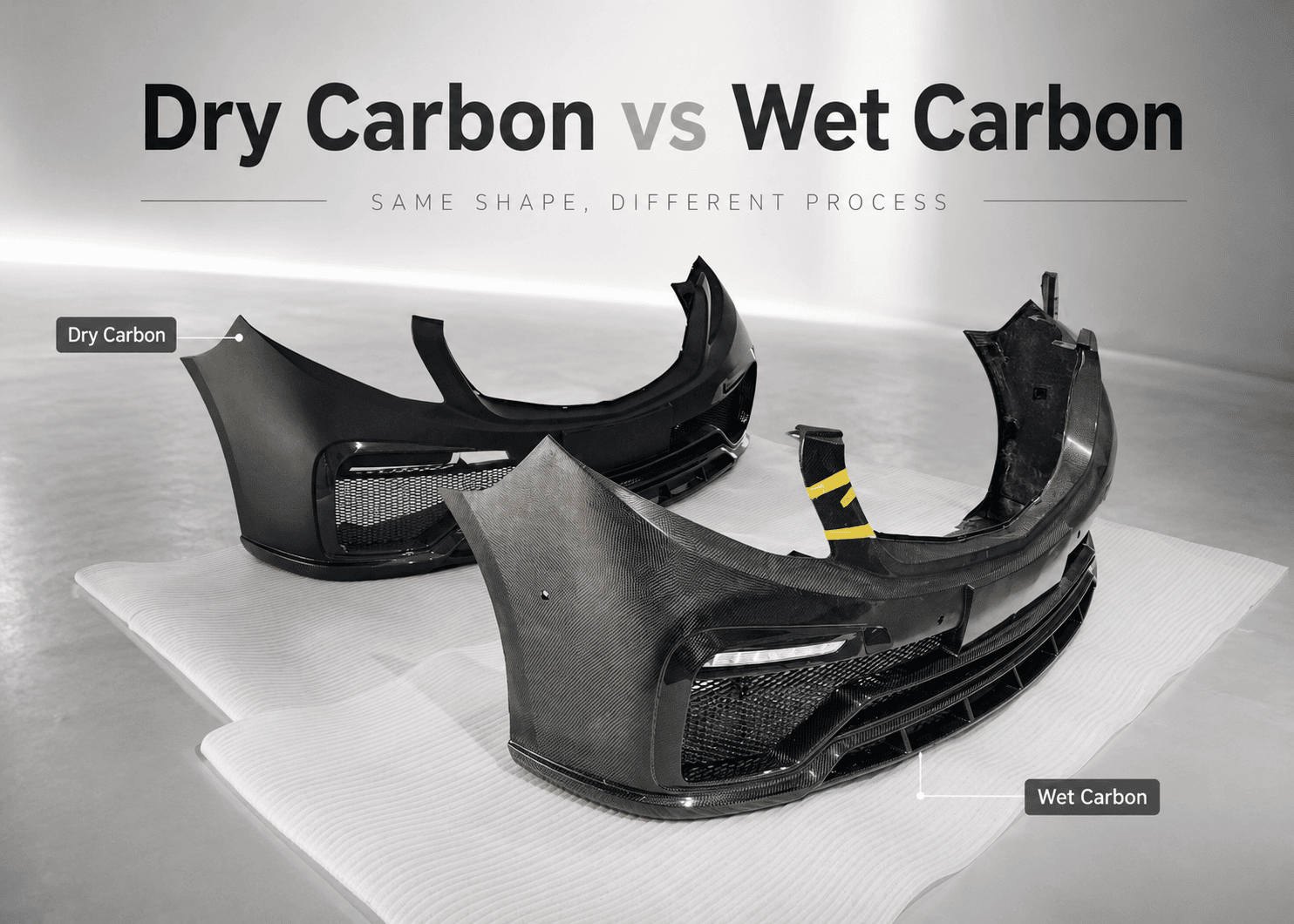
Our validated structural analysis — using T300 carbon fiber UD fabric and twill weave with epoxy resin, processed via HP-RTM — produced the following results against a steel baseline on a representative automotive structural component:
| Performance Parameter | Steel Baseline | Carbon Fiber Composite | Delta |
| Component Mass | 1.55 kg | 0.718 kg | −53.7% |
| Axial Tensile Stiffness | 12,500 N/mm | 18,518 N/mm | +48.1% |
| Bending Stiffness | 152 N/mm | 284.3 N/mm | +87.0% |
| Bending Strength (Peak Load) | 1,018 N | 2,681 N | +163.4% |
| Constrained Modal Freq. (1st order) | 76.8 Hz | 122.7 Hz | +59.8% |
Source: JCSPORTLINE FEA Comparative Analysis Report, Ver. B, 2023
For a carbon fiber monocoque chassis for race cars, these figures are not theoretical. Higher constrained modal frequency means the chassis structure resists resonance-induced fatigue under 24-hour race loading. A 163% increase in peak bending load capacity means the structure absorbs impact events that would permanently deform a metal equivalent. A 53.7% mass reduction — achieved while improving every mechanical performance parameter — is the structural case for carbon fiber in endurance racing.
Structural simulation is not a premium service option in our workflow. It is the first engineering decision made before any tooling commitment.
The Manufacturing Decisions That Determine Whether a Chassis Can Race
Differentiated Layup: Not Every Zone of a Chassis Needs the Same Stack
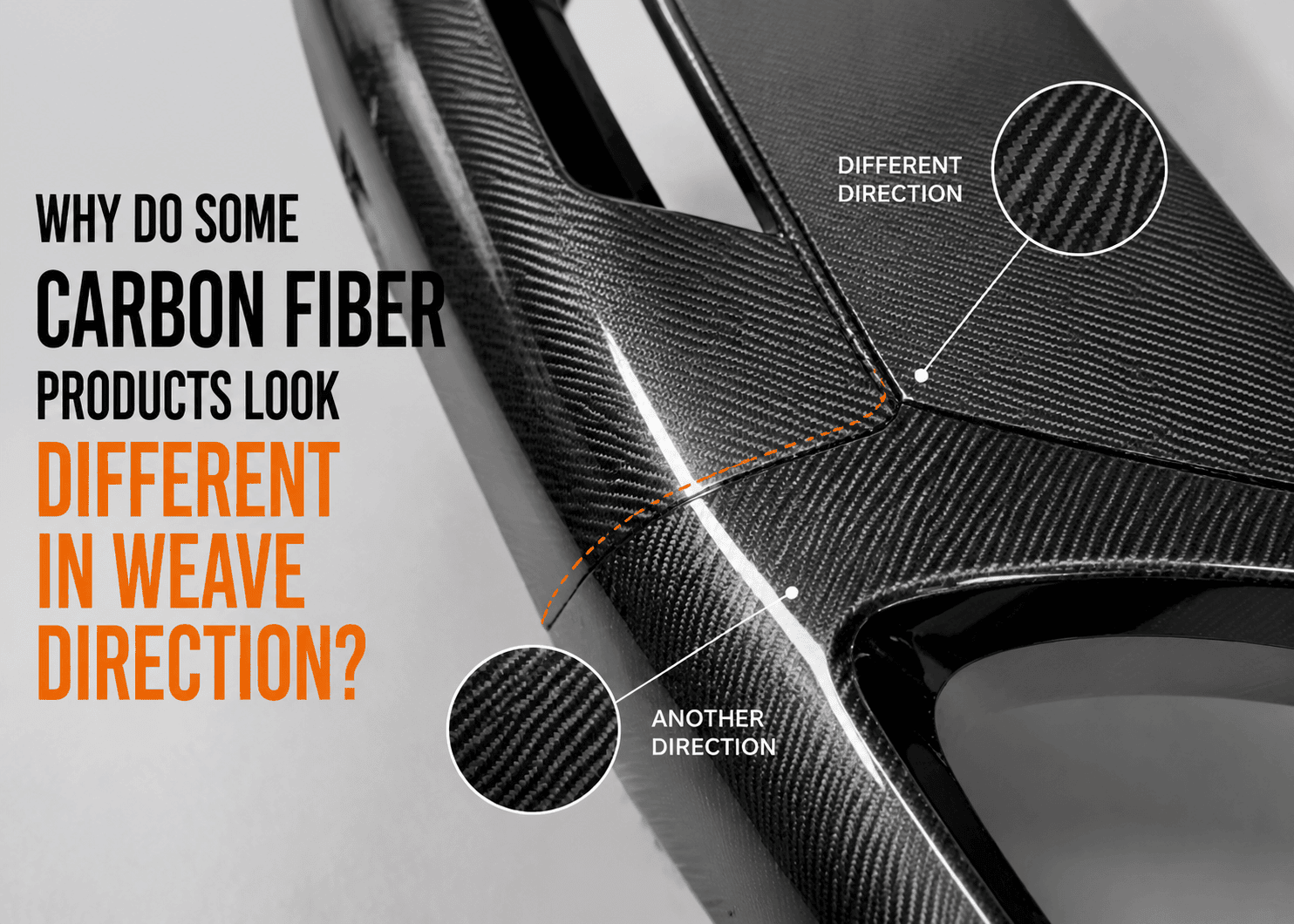
A carbon fiber chassis layup design motorsport approach that applies a single stack sequence across the entire chassis is a structural compromise, not an engineering solution. The monocoque body, side pods, and aerodynamic covers carry fundamentally different loads, sustain different fatigue exposure, and require different surface geometry tolerances. Treating them identically in the layup schedule is the engineering equivalent of specifying the same wall thickness for every structural member in a steel frame — it satisfies no zone optimally.
JCSPORTLINE applies differentiated layup schedules derived directly from our FEA load path data. The monocoque main body — carrying primary torsional and bending loads through endurance race cycles — uses 0° UD layers as the principal load-bearing structure with ±45° twill layers providing torsional control. Our validated baseline sequence (P001–P006, 3.5mm nominal total thickness) defines the structural reference from which chassis-specific schedules are developed. Side pods and aerodynamic covers receive reduced stack depth with adjusted fiber angles, prioritising mass reduction and surface geometry control over bulk stiffness.
For thermal durability, all structural chassis components specify TG120°C+ high-temperature prepreg as standard, paired with anti-corrosion and UV-resistant surface coating — a non-negotiable requirement for components sustaining race circuit thermal cycling over a multi-season program.
Placing fiber in the wrong orientation doesn’t just waste material — it creates a structure that fails in directions your simulation didn’t predict.
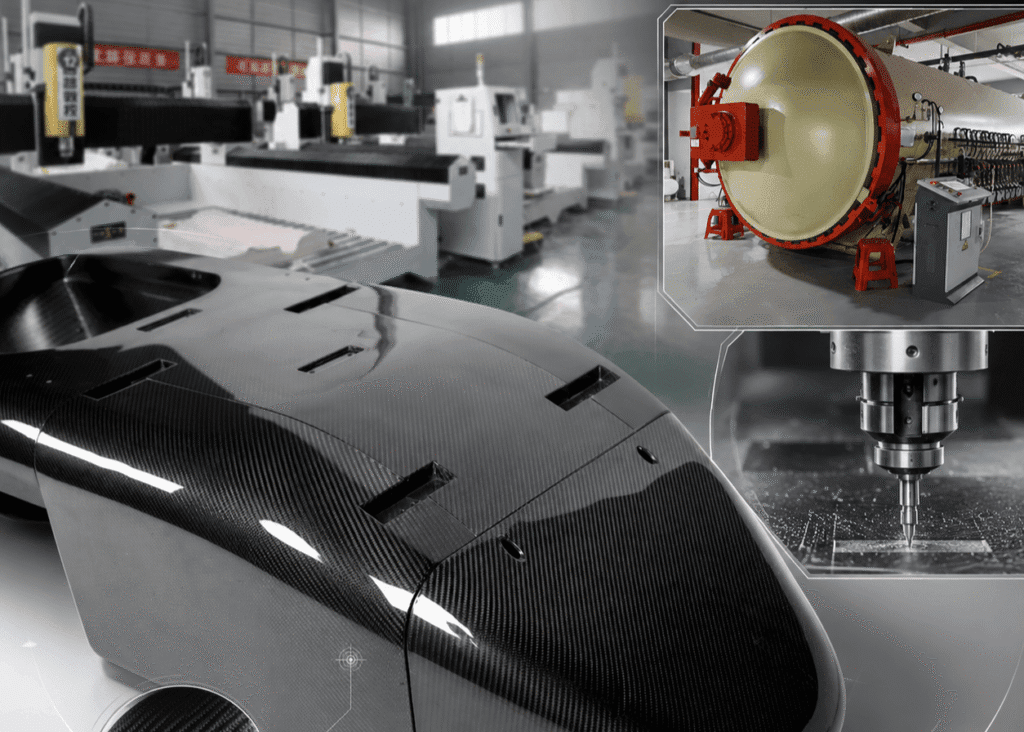
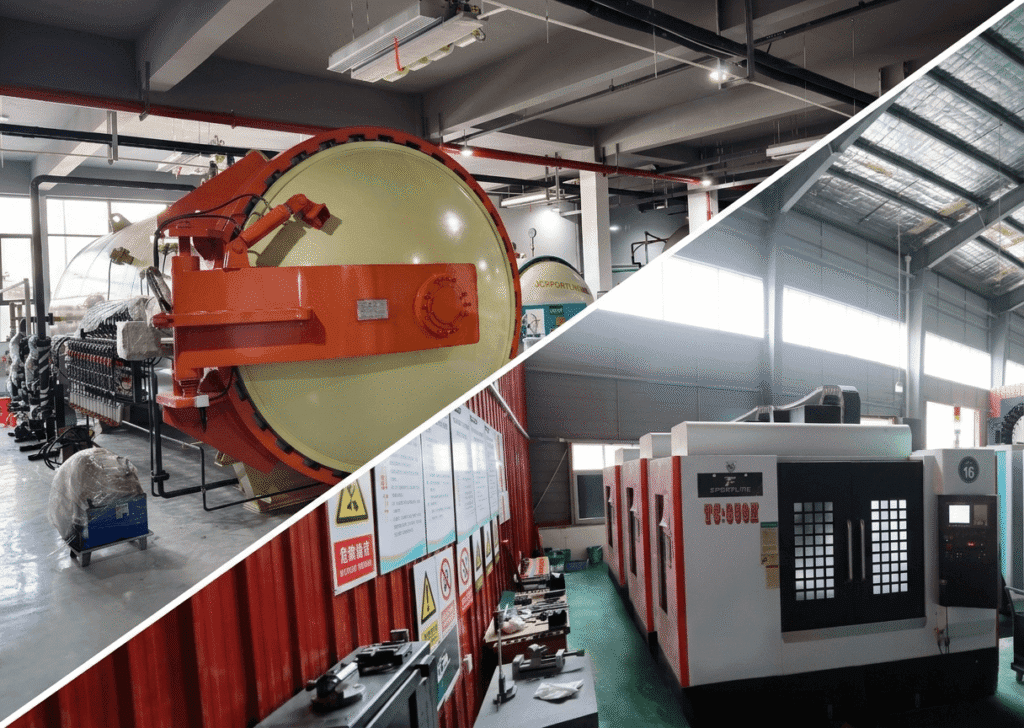
Autoclave Consolidation + 5-Axis CNC: Where Structural Integrity Meets Fit Precision
Autoclave carbon fiber chassis manufacturing provides the consolidation pressure and thermal uniformity that guarantees void-free interlaminar bonding across complex chassis geometries. For a lightweight carbon fiber racing chassis sustaining 24 hours of continuous structural loading, batch-to-batch consistency in fiber volume fraction is what separates a predictable structure from one that requires individual inspection before every race. Our carbon mass production capability ensures that autoclave process parameters are held constant across every production run — not recalibrated per batch.
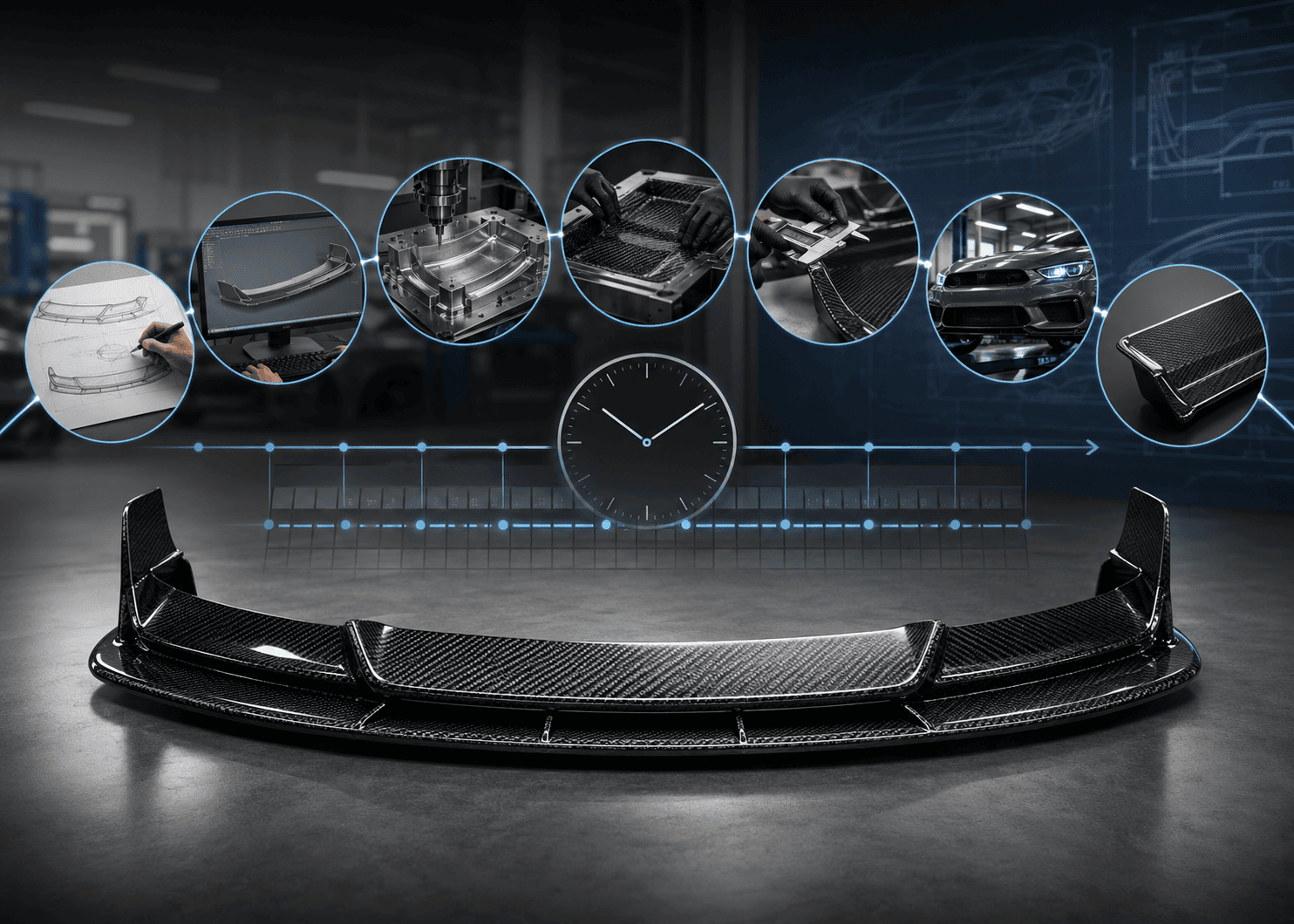
Custom rapid-prototype tooling — designed and built in-house — reduces mold development lead time by over 60% versus traditional metal tooling. This matters operationally: when race regulations change or structural optimization requires tooling modification, we adjust and requalify within a window that keeps the program on schedule. Tooling development in our workflow is a controlled engineering process with dimensional validation and layup guidance verification before any production parts are committed.
Following cure, five-axis CNC machining controls critical mating surfaces to a flatness tolerance of ≤0.08mm, with installation datum features held to ±0.02mm positional accuracy. For a carbon fiber race car chassis, these tolerances determine whether aerodynamic bodywork seals without gap-filling remediation, whether suspension pickup geometry holds at the engineer’s target, and whether the chassis-to-powertrain interface assembles without shimming.
Performance validation completes the manufacturing loop. Wind tunnel testing verifies that aerodynamic surface geometry — held by the CNC tolerances above — translates into the downforce and drag values the simulation predicted. Mechanical testing and fatigue evaluation confirm the layup schedule performs as designed under race-representative loading. For Motorsport Carbon Fiber Parts Manufacturer programs where the client’s engineering team will audit the validation package, these are the records that make a supplier relationship defensible.
Lightweight carbon fiber chassis performance is not achieved by removing material. It is achieved by placing each fiber layer exactly where the load path requires it, and verifying that placement with data.
Quality Traceability and Modular Architecture: What B2B Clients Need Beyond the First Sample
Modular Chassis Architecture: Engineered for Endurance Racing Realities
The JCSPORTLINE chassis architecture divides the full assembly into independently manufacturable and replaceable modules: upper and lower monocoque body sections, side pods, front and rear covers, and wheel arch panels. For a custom carbon fiber race car chassis program, this is not a manufacturing convenience — it is an endurance racing operational requirement.
In a 24-hour race, a chassis that requires full structural disassembly to replace a damaged side pod is a strategic liability. A modular architecture allows targeted component exchange within the pit window, compresses spare parts inventory per car, and permits structural upgrades to be introduced module by module without requalifying the entire chassis. For engineering procurement managers evaluating a Carbon Fiber Racing Chassis Manufacturer across a multi-season program, the modular design decision is a total program cost question, not a specification detail.
Every Chassis Has a Paper Trail: Quality Traceability at Production Scale
A racing team does not just buy a chassis. They buy the certainty that the next chassis will perform identically to the last one — and that when something requires investigation, the data exists to diagnose it within hours, not days.
JCSPORTLINE operates under IATF16949 and ISO9001 quality system certification. MES-based digital production records link each completed chassis to its raw material batch certificates, process sequence log, dimensional inspection records, and mechanical test data. Each unit ships with a dedicated quality report and full traceability archive covering strength, fatigue, thermal cycling (−50°C to 100°C), and assembly gap inspection — meeting the documentation standard required for endurance racing technical inspection and homologation audit. For an overview of how material selection and application engineering underpin this quality framework, see our carbon fiber materials and applications reference.
Production finished goods acceptance rate exceeds 99.5%. AI-driven production scheduling sequences manufacturing against each program’s race calendar milestones, maintaining an on-time delivery rate of 98% across our active program base. For sourcing managers completing a Custom Carbon Fiber Chassis Supplier evaluation where delivery reliability is a binary selection criterion, these are auditable metrics — not claims.

Conclusion
Selecting JCSPORTLINE as the custom carbon fiber race car chassis development partner for a Le Mans program is a decision to compress engineering risk — to replace unpredictable prototype iteration with a validated workflow that moves from structural simulation to race-ready hardware on a schedule the program can rely on.
Carbon Fiber Racing Chassis Manufacturer capability is only relevant if it can be deployed within a racing calendar. Our full-chain infrastructure — FEA simulation, custom rapid-prototype tooling, autoclave manufacturing, five-axis CNC finishing, wind tunnel validation, AI-driven scheduling, and auditable quality traceability — exists to make demanding custom carbon fiber chassis programs executable, not just theoretically feasible.
The earlier JCSPORTLINE is engaged in the structural design phase, the lower the tooling revision cost and the tighter the delivery window. Contact us to schedule a technical feasibility review for your racing chassis program — and bring your homologation deadline. That is where the engineering conversation starts.
Frequently Asked Questions
Q1: Can chassis structure and dimensions be customised to meet specific team requirements?
Yes. Based on Le Mans race regulations, JCSPORTLINE can customise the chassis split structure, installation datum points, and reinforcement rib layout to match the team’s specific engineering and regulatory requirements. Custom rapid-prototype tooling allows complex geometry to be developed and validated quickly, enabling structural customisation to be realised within a timeline the race calendar can accommodate.
Q2: How durable is the tooling — can it support batch production volumes?
Tooling is produced from high-strength industrial-grade materials with surface hardening treatment, achieving durability comparable to traditional metal tooling. It is capable of supporting medium and small batch production runs as well as multiple prototype iterations without dimensional degradation. Tooling performance is validated against dimensional targets before any production commitment.
Q3: How does a carbon fiber chassis perform in race collision scenarios?
The chassis uses high-toughness carbon fiber fabric combined with an anti-impact differentiated layup schedule. Critical zones — including the area surrounding the driver cockpit — receive additional structural reinforcement beyond the baseline layup. Impact performance exceeds that of equivalent steel structures, as confirmed by our FEA bending strength data (peak load capacity 163% higher than metal baseline). The structure is designed to absorb and manage impact energy in a manner that prioritises driver safety.
Q4: How is assembly precision maintained across all chassis components?
Precision is controlled through two complementary processes: custom rapid-prototype tooling provides layup and positioning guidance during the manufacturing phase, while five-axis CNC machining holds critical mating surfaces to a flatness tolerance of ≤0.08mm and datum features to ±0.02mm positional accuracy. The result is consistent assembly gap uniformity across all components, meeting the aerodynamic interface requirements of endurance racing bodywork.
Q5: Is post-race maintenance and on-site repair straightforward?
The modular chassis architecture allows individual components — side pods, front and rear covers, wheel arch panels — to be removed and replaced independently without disturbing the main structural assembly. JCSPORTLINE provides professional carbon fiber repair technical guidance and spare parts supply. On-site field repair of minor damage is feasible within a race event window, minimising impact on race strategy and programme continuity.
Q6: Can the chassis accommodate the latest Le Mans regulations and powertrain upgrade requirements?
Yes. Regulatory compatibility is embedded in the chassis design from the initial engineering phase. The structure adopts an expandable architecture that anticipates both rule updates and powertrain system changes. When regulation revisions or performance upgrades require structural adjustment, custom rapid-prototype tooling can be modified and revalidated quickly — allowing the chassis to remain compliant and competitive without requiring a full development restart.