Most buyers choose carbon fiber the wrong way. They look at the weave, check the gloss, compare a price, and decide. But the dry carbon fiber vs wet decision has almost nothing to do with how a part looks in a photo — and everything to do with how it performs, how consistently it can be reproduced, and what your product is trying to be in the market. Whether you build racing components, aerospace structures, marine hardware, or premium consumer goods, the question is never “which one looks more like carbon.” It is which process matches your performance target, budget, positioning, and production volume. This article breaks the dry carbon vs wet carbon decision down across manufacturing, weight, strength, cost, and application — so you choose by use case, not by surface finish.
What Is the Real Difference Between Dry Carbon Fiber vs Wet Carbon Fiber?
The core dry carbon fiber vs wet carbon fiber difference lives in one place: how the resin meets the fiber, and how much control you have over it. Read the carbon fiber manufacturing process behind each name and the buying decision gets clear.
| Factor | Dry Carbon Fiber | Wet Carbon Fiber |
| Process | Prepreg + autoclave / closed mold | Hand wet layup, room-temp cure |
| Resin content | Controlled, repeatable | Variable, operator-dependent |
| Weight & void content | Lower | Higher |
| Batch consistency | High | Lower |
| Tooling & dev cost | Higher | Lower |
| Best fit | Structural, weight-critical, high-consistency parts | Cosmetic, non-structural, budget-sensitive parts |
Dry Carbon Fiber — Prepreg + Controlled Curing
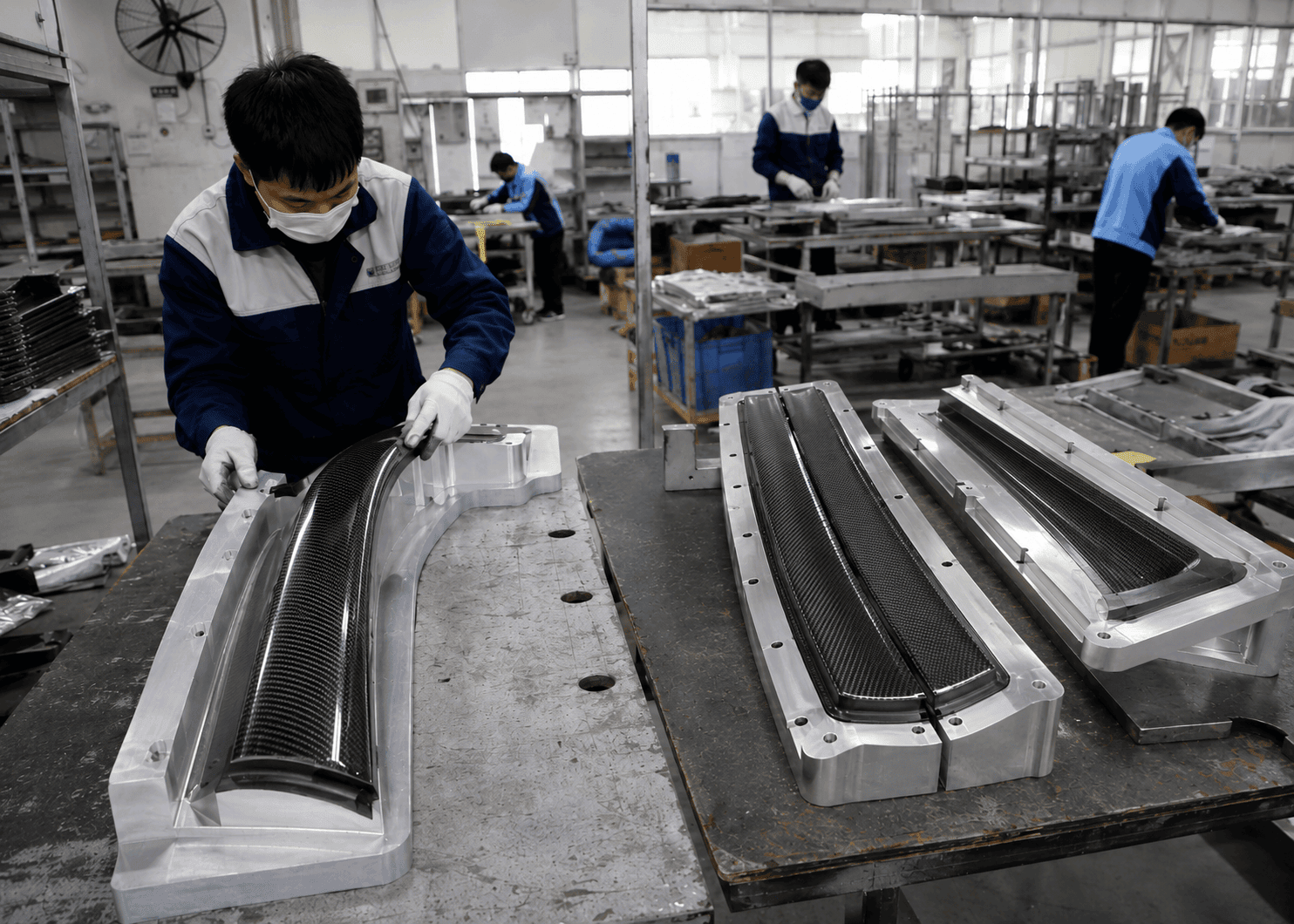
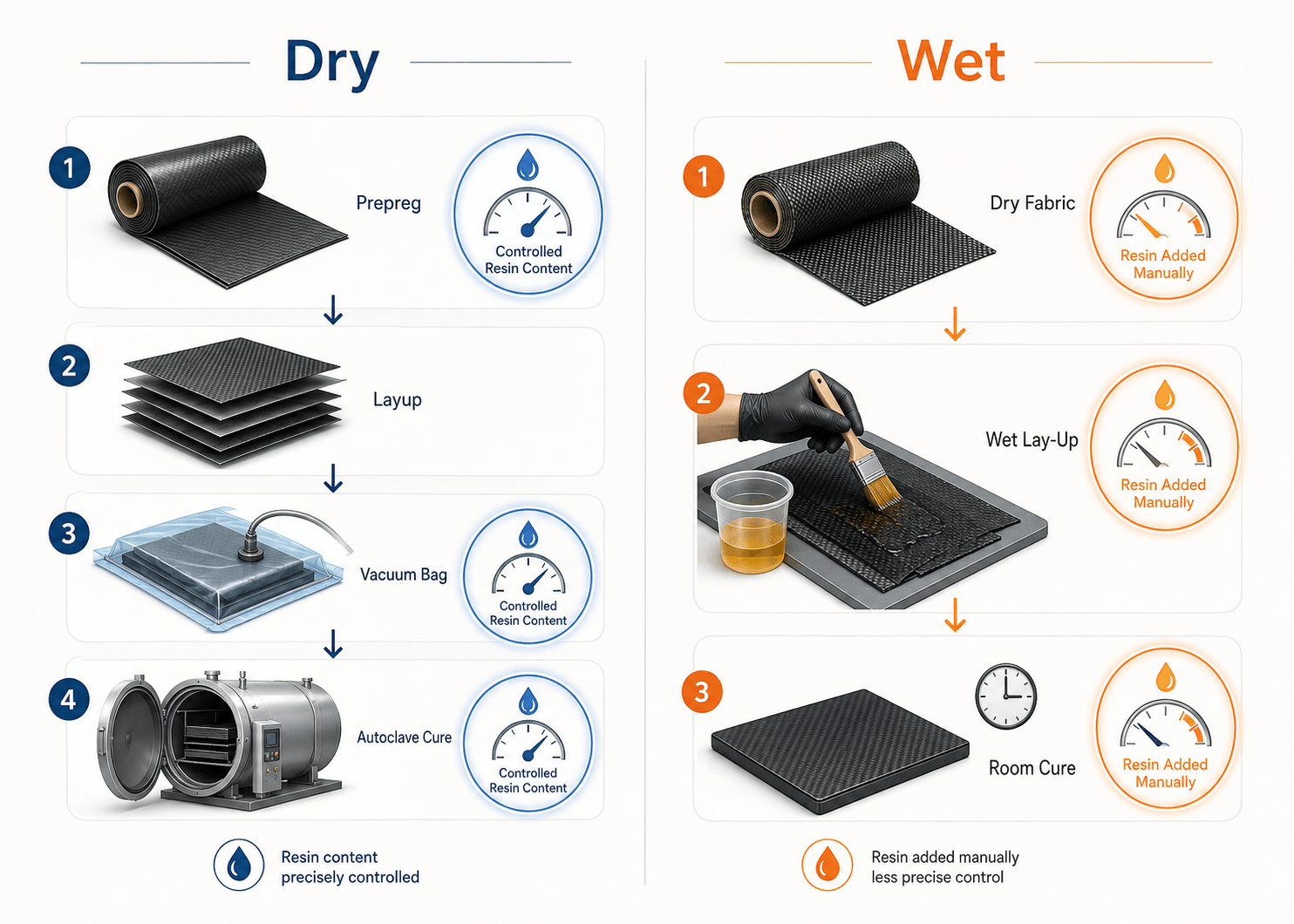
Dry carbon starts with prepreg: fabric that arrives already impregnated with a precise, factory-controlled amount of resin. It is laid up, vacuum-bagged, and cured under heat and pressure — typically in an autoclave or a closed mold. Because the resin ratio is fixed before the material reaches the bench, the result is repeatable. That is the heart of the prepreg carbon fiber vs wet layup carbon fiber distinction: prepreg removes the single biggest source of variation — the human pouring resin by hand.
Wet Carbon Fiber — Hand Wet Layup
Wet layup carbon fiber saturates dry fabric with resin manually during lamination, then usually cures at room temperature or under light pressure. It is faster to set up, cheaper to tool, and forgiving at low volumes — but resin content varies from part to part and operator to operator. The autoclave carbon fiber vs wet layup carbon fiber comparison is, at bottom, process control versus process flexibility, and which carbon fiber process you need depends entirely on the part.
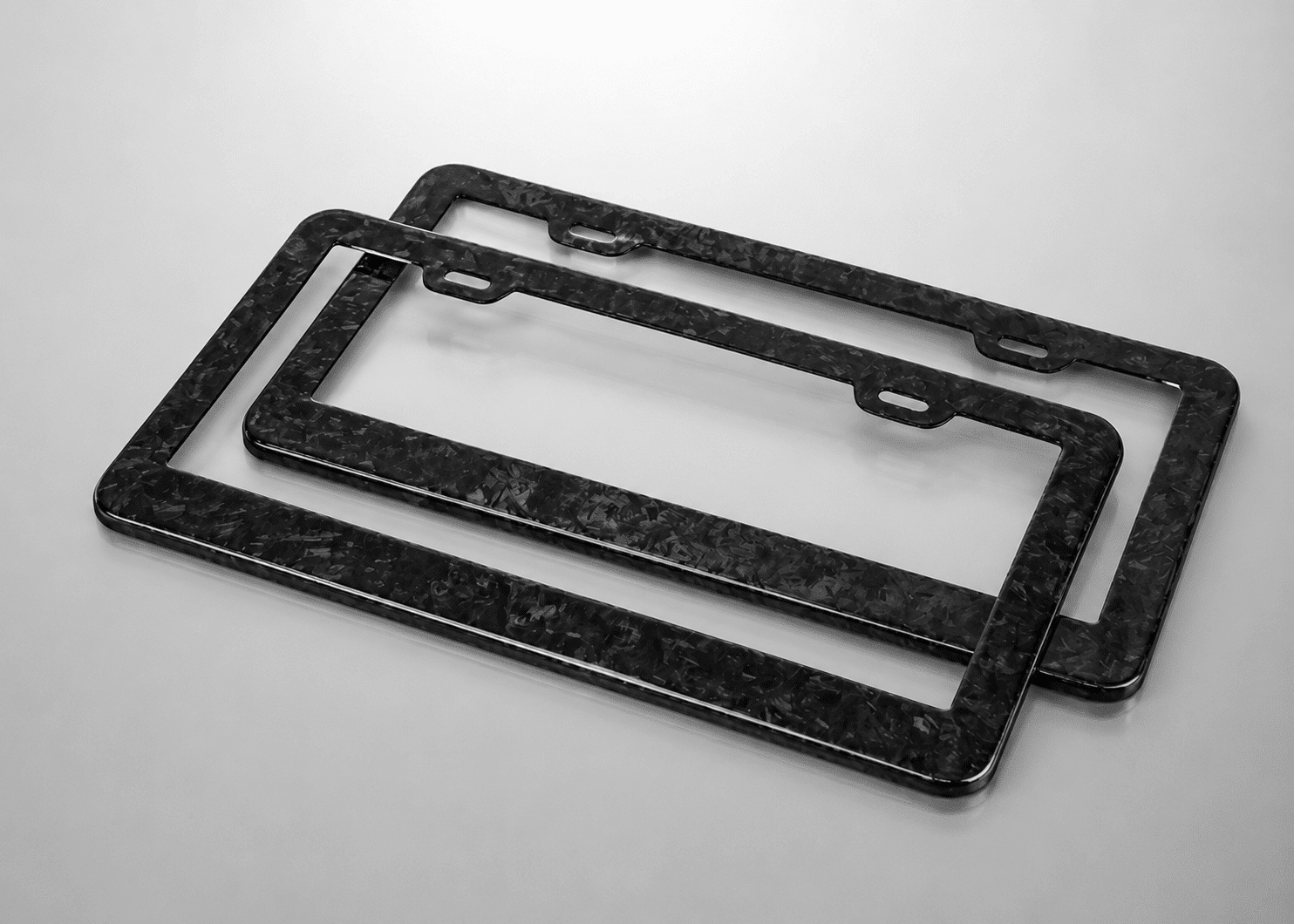
One clarification saves buyers from a common trap: forged carbon fiber — the marbled, chopped-tow look — is an aesthetic process, not a quality tier. It is neither “dry” nor “wet” by definition. The real difference is resin control and cure method. Not appearance.
Weight, Strength, and Consistency — Where the Difference Actually Shows Up
Ask “is dry carbon fiber stronger than wet carbon fiber” and the honest answer is: under the same design, dry carbon usually wins on the metrics that matter for engineered parts — for reasons of process, not magic.
Lower, controlled resin content means less excess resin weight and lower void content. That settles the dry carbon fiber vs wet carbon fiber weight question for structural parts: a well-cured prepreg laminate carries less dead resin than a hand-saturated one. The same control lifts stiffness and, more importantly, batch-to-batch consistency — every part in a run behaves like the one before it, which is the difference between a prototype and a production program.
Wet layup is not weak. It is variable. When resin ratio rides on hand work, dimensional stability and mechanical performance drift across a run. On a decorative cover that drift is invisible. On a load-bearing racing or aerospace part it is the whole game. So dry carbon fiber vs wet carbon which is better only resolves once you name the load case. Carry load or chase mass, and process consistency outweighs how good the weave looks.
Reality check: Strength is not a property of the weave you can see. It is a property of the lay-up schedule, the resin ratio, and the cure cycle you cannot.
The Cost Question — Why Dry Carbon Costs More, and When Wet Carbon Is the Smarter Spend
The dry carbon fiber vs wet carbon fiber cost gap is real, and it comes from the process, not a markup. Dry carbon carries prepreg material, refrigerated storage, autoclave or matched tooling, longer cure cycles, and tighter quality control. Wet layup carries lower tooling cost, simpler equipment, and a low development barrier — which is precisely why it earns its place on budget-sensitive, cosmetic, and low-volume work.
Treating cost as a quality ranking is the mistake. Paying for autoclave processing on a trim panel is wasted money. Saving on tooling for a structural part is wasted risk. The right spend matches the job — which is why custom carbon fiber parts should be quoted against the application, never against a generic per-kilo number.
Case: A Three-Tier Carbon Fiber Process Strategy for Tesla Products
A Tesla automotive parts trader faced a common scaling problem: sales demand had grown beyond the available production capacity.
Repeated stock-outs affected the customer’s online store performance, order conversion, and ability to maintain customer confidence. Existing suppliers also struggled to provide consistent quality at the required volume.
The customer served different buyer groups. Some wanted premium branded parts. Others wanted reliable high-volume products. A third group was highly price-sensitive.
Using only one manufacturing process could not meet all three market positions.
Process Feasibility Review
JC SPORTLINE reviewed:
- sales demand;
- target volumes;
- customer groups;
- unit-cost targets;
- quality requirements;
- tooling options;
- aluminum and resin molds;
- production capacity;
- supply stability.
The result was a three-tier manufacturing strategy.
Tier 1: Prepreg Autoclave for Premium Products
Prepreg autoclave products were used for custom and high-end applications under the customer’s brand.
This tier prioritized:
- lightweight construction;
- premium visible surfaces;
- brand value;
- higher-margin sales;
- customization.
Tier 2: Compression Molding for Bestsellers
Compression-molded parts were used for products with strong, predictable demand.
This route focused on:
- scalable production;
- batch repeatability;
- stable dimensions;
- production efficiency;
- controlled unit cost.
Tier 3: Vacuum Wet Carbon for Price-Sensitive Buyers
Vacuum-processed wet carbon products were used to reach customers who wanted real carbon fiber at a lower market-entry price.
The goal was not to present these parts as identical to premium autoclave products. The goal was to maintain controlled quality while serving a different price segment.
Why the Tiered Strategy Worked
Instead of forcing one process across the entire product catalog, the customer could cover:
- premium customized buyers;
- high-volume mainstream buyers;
- price-sensitive buyers.
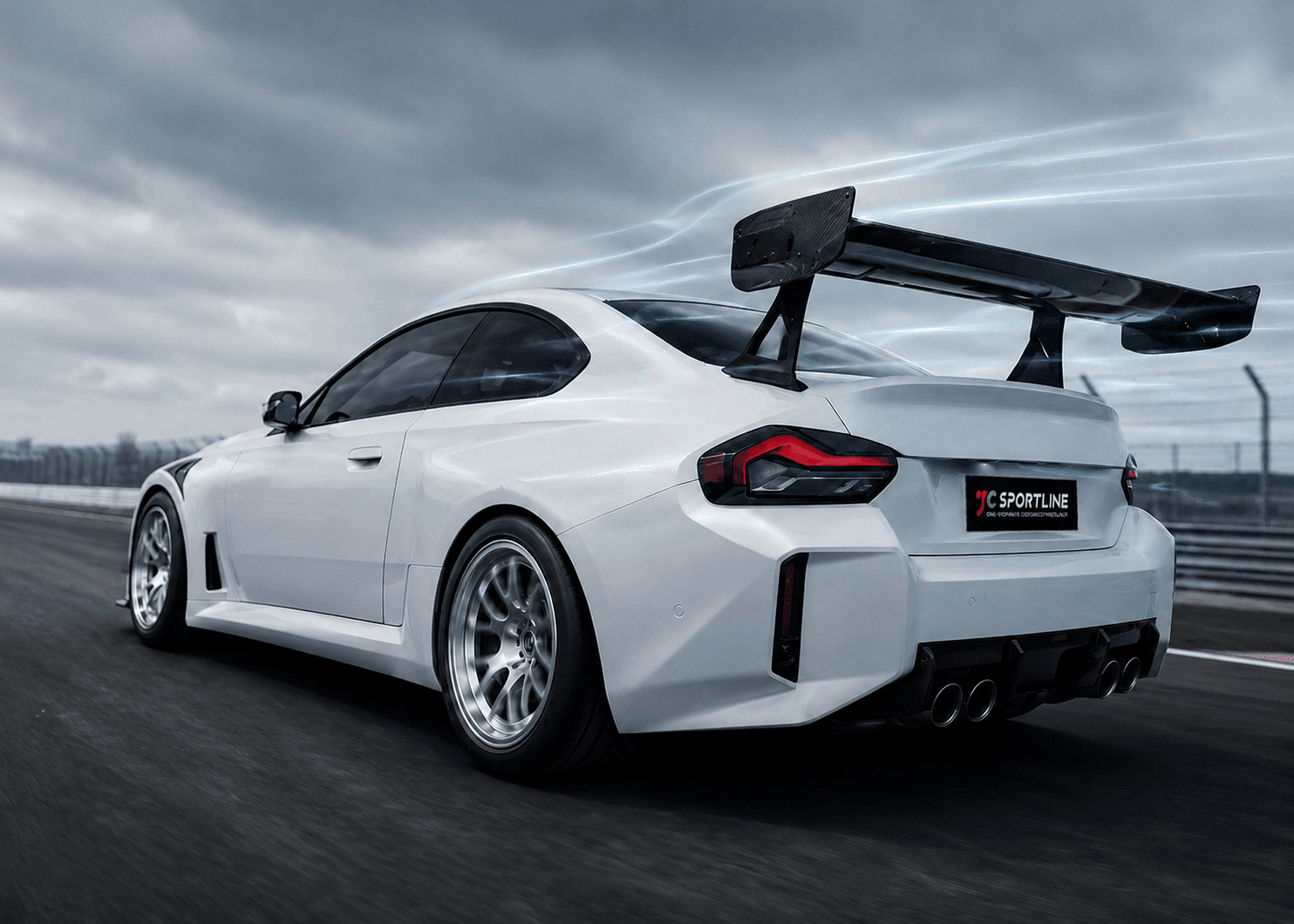
According to the project record, supply became more stable, stock-out pressure decreased, and monthly rear-wing sales reportedly increased from around 1,000 units to around 5,000 units. The customer also expanded into additional Tesla products.
These were project-specific results. They depended on market demand, pricing, product selection, sales execution, manufacturing capacity, and supply-chain cooperation. Similar results cannot be guaranteed for every buyer.

Which Process Fits Your Application? Dry vs Wet by Use Case
Here the dry carbon fiber vs wet decision stops being theory. Process is not “better” or “worse.” It is matched or mismatched.
| Application | Recommended Process |
| Performance cars & racing parts | Dry — weight, rigidity, lap-to-lap consistency |
| Aerospace & marine structures | Dry — dimensional stability, low void, durability |
| Structural automotive components | Dry — load-bearing, weight-critical |
| Interior trim & decorative covers | Wet — cost, design flexibility |
| Consumer electronics housings | Wet — appearance-driven, non-structural |
| Low-load brackets & low-volume parts | Wet — low development barrier |
Performance Cars & Racing Parts → Dry
For tuning brands and dry carbon fiber vs wet carbon fiber for racing parts programs, the priorities are weight, rigidity, and parts that behave identically lap after lap. Dry carbon’s controlled resin and cured consolidation serve all three. For dry carbon vs wet carbon for car parts that are structural or weight-critical — splitters under aero load, monocoque elements — dry is the defensible choice, and any serious carbon fiber automotive parts supplier specifies it on those parts.
Aerospace & Marine → Dry
Aerospace composite buyers and marine equipment manufacturers need dimensional stability, low void content, and durability under environmental stress. Controlled-cure dry carbon is built for those constraints.
Cosmetic Covers, Consumer & Non-structural Parts → Wet
Wet carbon fiber for cosmetic and non-structural parts is not a compromise — it is the correct answer. Interior trim, consumer electronics housings, decorative covers, and low-load brackets reward wet layup’s lower cost and design flexibility. So which carbon fiber process should I choose is set by the part’s job, not by prestige. Process is not better when it is more advanced. It is better when it fits — match the right process to the part.

Don’t Judge by the Weave — How to Actually Tell Dry from Wet
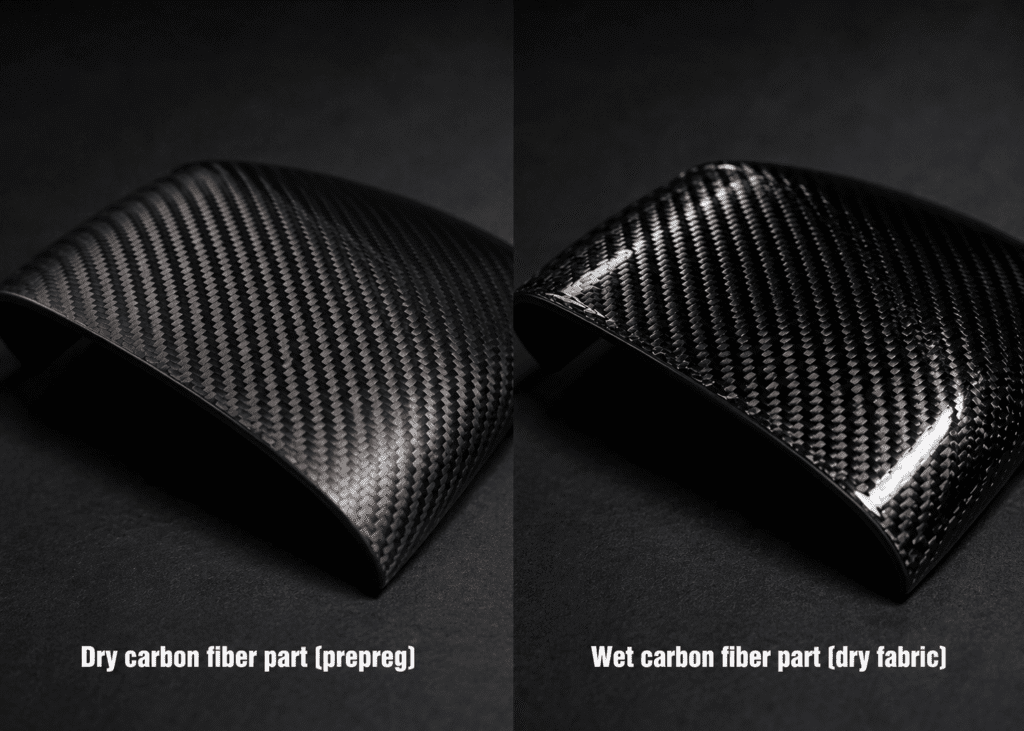
If you remember one thing about how to tell dry carbon fiber from wet carbon fiber: matte does not mean dry, and gloss does not mean wet. Finish is a coating decision. The real indicators are resin content, cure method, weight for a given size, void content, and dimensional repeatability across parts.
This is also where procurement gets protected. A genuine dry carbon part comes with a documented lay-up schedule, a resin ratio, and a cure profile. A supplier who cannot produce those — but quotes “dry carbon” pricing — is selling premium-priced wet layup, or worse, carbon-look skin over a low-grade core.
Buyer’s safeguard: If a supplier shows you the stacking sequence, resin content, and cure curve, they are making dry carbon. If they can only show you a photo, they are selling a finish.
Choosing a Manufacturing Partner, Not Just a Process
Picking the right process is half the decision. The other half is a partner who can engineer it and reproduce it at volume. This is where JCSPORTLINE sits apart from sellers who only talk about the weave: we match the process to the application, then prove we can hold it.
For product developers, mechanical engineers, and OEM/ODM program managers, that means a feasibility review before tooling is cut, mold development tuned to the chosen process, MES-scanned SOPs that lock consistency in mass production, and full OEM/ODM support backed by value-added engineering services. Whether you need a one-off custom carbon fiber parts manufacturer for a prototype or a long-term source for OEM carbon fiber parts at scale, the engineering logic comes first — and the discipline that holds tolerances across high-volume production is what separates a sample from a program. The right process built by the wrong partner still fails in production.

Frequently Asked Questions
Do you use real carbon fiber?
Yes. JC SPORTLINE products use genuine carbon fiber reinforcement rather than printed or plastic imitation patterns. Available options depend on the project and may include wet carbon, prepreg dry carbon, forged carbon, colored carbon, and hybrid composites.
What carbon fiber materials and weave options are available?
Options may include 3K twill, plain weave, 12K, forged carbon, colored carbon, honeycomb-style effects, and carbon fiber with Kevlar. The correct material depends on appearance, structure, cost, and process.
Is dry carbon fiber stronger than wet carbon fiber?
Under the same design, dry carbon usually delivers higher stiffness and better consistency because its resin content is controlled and void content is lower. The advantage is process, not fabric — a poorly cured prepreg part can underperform a well-made wet layup one.
How much more does dry carbon fiber cost than wet carbon fiber?
Dry carbon costs more because of prepreg material, refrigerated storage, autoclave or matched tooling, and longer cure cycles. Compare per application, not per kilo — the gap is justified on structural parts and wasteful on cosmetic ones.
Is wet carbon fiber low quality?
No. Wet layup is the correct, cost-effective choice for cosmetic covers, consumer housings, and non-structural, low-load parts. It is variable, not inferior — the only failure is using it on the wrong job.
Which carbon fiber process should I choose for my project?
Define the load case, weight target, budget, positioning, and volume first. Structural, weight-critical, or high-consistency parts point to dry. Appearance-driven, budget-sensitive, or low-volume parts point to wet.
Can a supplier pass off wet carbon as dry carbon?
Yes, and it happens. Request the lay-up schedule, resin ratio, and cure profile. A supplier who can document the process is making dry carbon; one who can only show a finish is not.
Conclusion
There is no universal winner in the dry carbon vs wet carbon debate. Dry carbon earns its premium on racing, performance, aerospace, marine, and high-value parts where weight, rigidity, and consistency define the product. Wet carbon earns its place on cosmetic, consumer, and non-structural parts where appearance, cost, and flexibility lead. Choosing a process is really choosing a position in your market — so choose by use case, not by the weave. Bring JCSPORTLINE your part, your load case, and your target, and we will match it to the right process and prove we can build it at volume.